CAN-AM
-
Compteur de messages
3 163 -
Inscription
-
Dernière visite
-
Jours gagnés
268
Type de contenu
Profils
Forums
Store
Tout ce qui a été posté par CAN-AM
-
Pour avoir roulé en 6 volts et pour tout les jours. Franchement au quotidien ce n'est pas terrible. Au mieux cela fait le job si on n'en demande pas trop. Les démarreurs manquent de pèche et cela se ressent sur l'allumage. Le système de charge trouve vite sa limite. Alors oui c'est du taf en recherche de pièces compatibles. Mais au final on ne regrette pas. Pour moi le moins facile à résoudre, se sont les jauges, qui ne pardonnent pas l'erreur de calcul de résistance.
-
Je peux te prêter l'outils. Et oui il vaut mieux changer le joint temps que tout est démonté.
-
Whaou, je n'avais pas comprit que tu souderais la peau du capot sur toute la longueur et sur trois côté !!! Et que tu ferais des patchs au milieu du capot après assemblage de la doublure. Là tu te prépares a de belles séances de planage, vu les déformations que cela va engendrer. Et comme tu n'as plus accès derrière pour positionner le tas, la difficulté va être d'arriver a étirer suffisamment le métal dans les zones de soudure. Car la technique pour réduire ces déformations, c'est de marteler les points de soudure pour les allonger. Et de ne pas faire de cordon de soudure. Si j'ai un conseil à te donner, c'est de laisser refroidir lentement tes points de soudure et de chauffer ta tôle avec un décapeur thermique avant de souder. Cela réduit les déformations. Regarde sur ces pages du forum, tu y trouveras quelques idées. https://www.dreams-cars.org/forum/topic/17285-pontiac-bonneville-coupé-sport-1959/page/57/ https://www.dreams-cars.org/forum/topic/19088-une-mésaventure-qui-me-servira-de-leçon-et-peut-être-à-d’autres/page/3/
-
Je confirme, les réglages d'usines sont souvent obsolètes, surtout les valeurs d'angle de carrossage. Le point milieu de ton boitier de direction est super important. Tout comme la symétrie de tes angles gauche droite. Si tu dois recaler ton volant droit, fait le uniquement après avoir déterminé ton point milieu de braquage droite gauche. Je ne respecte plus depuis longtemps les valeurs d'usine sur les anciennes. Une voiture qu'elle quel soit, se doit de tirer droit en lâchant le volant, de rentrer aisément dans un virage serré et ne pas changer de direction quand on franchi a vive allure une bosse. Pour infos, quant on le peut, avoir un angle de carrossage en négatif est un plus. Et tes angles de chasse vont te servir à maintenir le cap. Malheureusement certaines autos ne sont pas ou très peu réglables.
-
Ca c'est toujours un bon plan, c'est incroyable se que l'ont peu en tirer.
-
Franchement je ne doute pas de ton courage ou de tes capacités. Mais je pense que de laisser tomber un chantier pareil et une sage décision. Le sujet n'a pas été abordé, mais ces quelques photos me laissent entrevoir une restauration ( à l'origine) à gros budget et cela sans parler du temps consacré. Les sacrifices relationnel évoqués avec humour plus haut sont aussi bien réels. Juste pour discuter et pour te donner mon avis dont tu n'as peut être que faire. C'est que cette caisse pourrait servir de donneuse ou de projet custom. Mais pour moi, elle est trop abimée pour la remettre raisonnablement en configurations d'origines. Bien sur tout est restaurable et reconstructible, mais parfois il faut savoir laisser ce travail à d'autres.
-
Ça tombe bien, j'ai un tourne-broche qui a se retrouver à la foire pour les beaux jours.
-
Là ce n'est plus du courrage... bienvenue parmi nous...les fous.
-
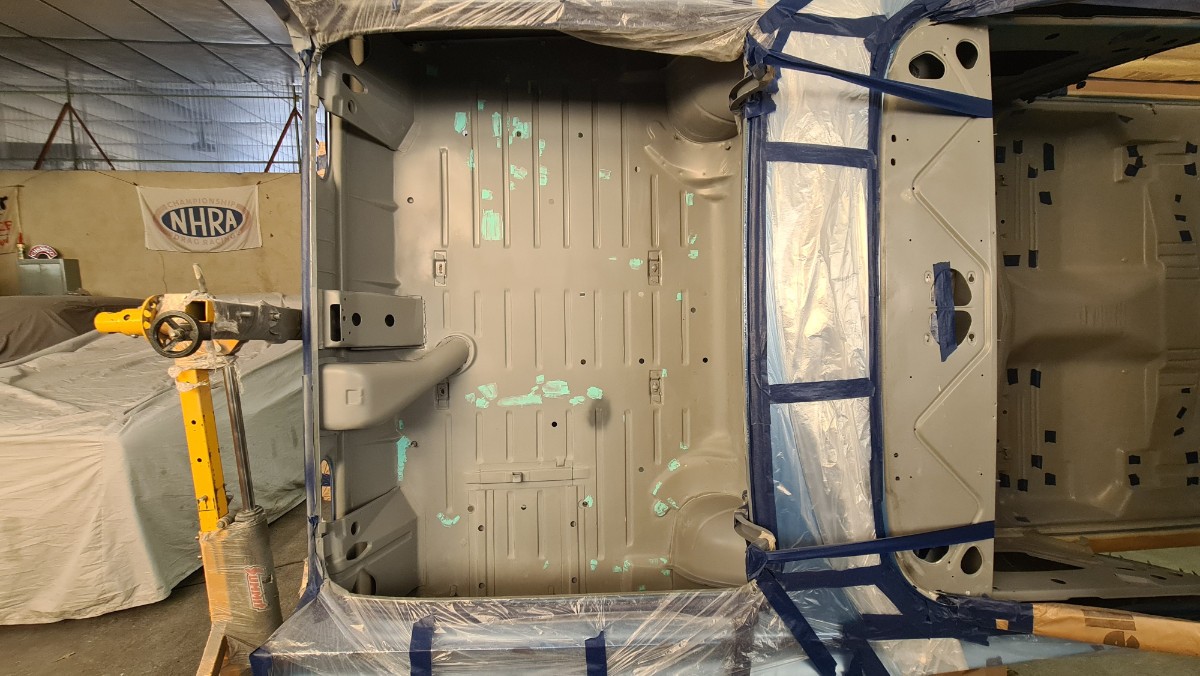
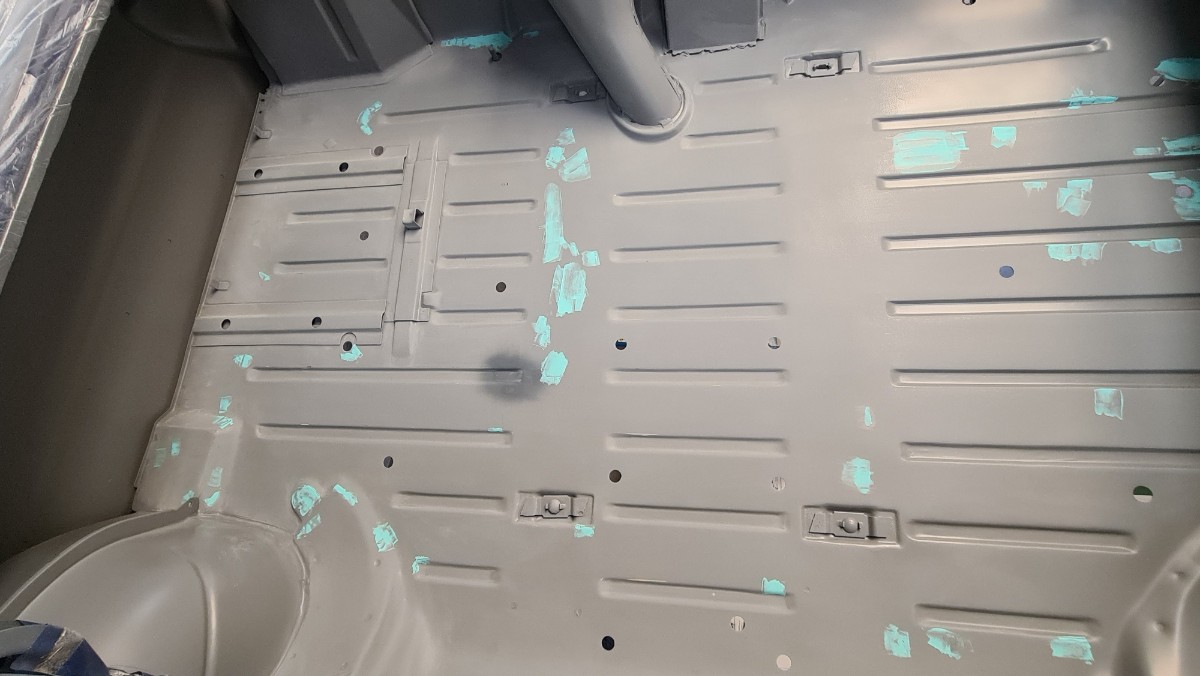
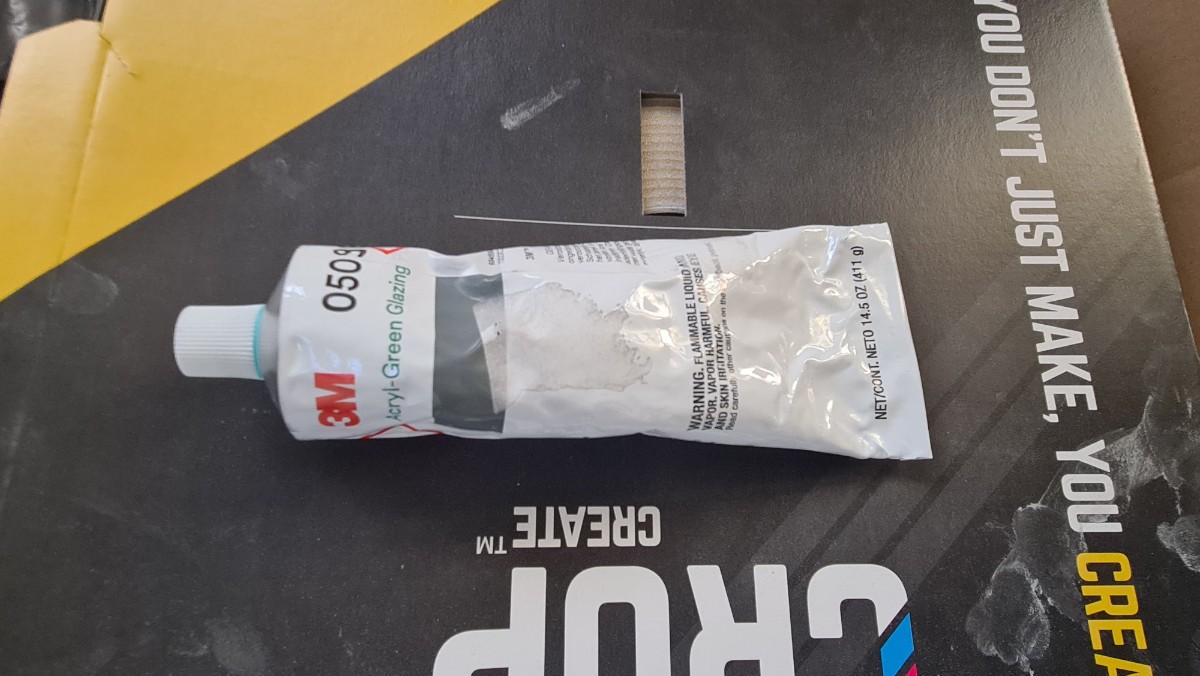
Comme le dit si bien Sébatien 01 "il y a de la surface et des recoins" Donc au bout d'un mois le ponçage est presque terminé. Et merci à Laurent qui se reconnaitra pour avoir participé à cette tache qui ne procure aucune satisfaction. Tout a été poncé au 400, les taches brunes sont des retouches à la bombe, aux endroits ou nous avons traversé les couches d’apprêts. Dans la malle, j'avais prit le choix de conserver le maximum du tôle d'origine. Même si elle n'était pas impeccable. De ce fait, il y a encore de petites retouches de mastic à faire pour avoir un bel aspect à l’œil. J'utilise un mastic sans durcisseur, qui sèche très rapidement. Ce produit est en général fait pour combler des rayures ou des éclats de peinture. Donc pour de faible épaisseur ou surface. Une fois poncé, voici par apport à mon doigt ce qu'il reste. Cela évite de tout défoncer pour obtenir une surface lisse. Il se présente en tube prêt à l’emploi. Ici c'est le 05096 de chez 3M. Cela existe depuis plus de 50 ans, parfois même les carrossiers peintres ne le connaissent pas.

-
Il ne faut pas croire que cela n'arrive pas. Cela arrive bien plus souvent, que se que l'ont croit. Et heureusement, beaucoup avec des dégâts matériel et non pas corporel. Certains récupèrent de vieux ponts en bon état. Mais il est impératif de contrôler les écrous de vis sans fin, les câbles (élingues) et comme pour Lion king les sécurités de blocage des bras ou des colonnes.
-
Tu es sur une auto de grande production, à cette époque les fabrications américaines n'avaient rien de bien terrible. Sur ton train avant tu y trouveras des pièces pouvant se monter sur une multitude de modèles. Car la réduction du cout était la règle. Donc ce n'est pas parfait ou l'Ideal, mais ça fonctionne, donc c'est validé. Après tu as un gros diamètre de piston, donc pas de risque que cela finisse de travers. Tu constateras que sur le bord de ta plaquette se trouve un bout de tôle. C'est ton avertisseur d'usure de frein. Quant il touchera le disque, cela produira un grincement peu agréable. Qui t'obligera à te poser des questions. Cela économise du câblage, un porte ampoule et l'ampoule au tableau de bord. Et c'est plus fiable que le fil de masse sur les plaquettes qui casse régulièrement Economie économie ...
-
Bravo, j'aime quand une idée à la con prend forme, même si parfois un moment de doutes s'installe Et que le difficile retour en arrière , pousse à continuer. De nos jours tu as la possibilité de coller la peau, au lieu de la souder. Et fait bien attention que l'armature soit parfaitement de niveau quand tu souderas ou colleras l'ensemble. Si non le capot sera voilé
-
Non, rien de choquant côté freins, hormis que le disque est pourri. Et qu'il mériterait une rectification. Il est normal de voir le support de la garniture dépasser. Si ton disque était plus grand il toucherait l'étrier. Tout ça, a juste besoin de rouler intensément Pour le soufflet, s'il n'est pas percé. Un peu de graisse et un nouveau collier est c'est reparti.
-
La FFVE n'est plus ce qu'elle était au départ. Elle ne milite plus pour les véhicules anciens en général, mais seulement pour ceux qui ont la mention "Véhicule collection" sur la fameuse carte grise. A tel point que même les forces de l'ordre sont perdu. Car certains règlements ne s'adressent qu'aux véhicules avec une carte grise collection, d'autres pour des véhicules de plus de 30 ans avec ou sans carte grise collection, et d'autres non rétroactifs en fonction de l'année du véhicule...Et je ne parle même pas des véhicules avec ou sans assurance "collection". Dont certains d'entre nous n'ont jamais lu les conditions générales. Vu qu'il y a des assurances collection qui ne vous assurent pas pour toutes les sorties du garage, genre se rendre au taf, même par un belle journée d'été. Donc j'accuse la FFVE (qui est mieux que rien) de rajouter du désordre a des fin financières, bien plus que de protéger les intérêts des amateurs de véhicule ancien. Et puis la mention "véhicule collection" devrait disparaitre au profit de véhicule historique, cela aurait plus de sens pour moi.
-
Regarde sur cette page du forum ( a partir du 4 mars). Cela te donnera une idée de l'importance des ressorts de masselottes. https://www.dreams-cars.org/forum/topic/17285-pontiac-bonneville-coupé-sport-1959/page/97/#findComment-611801
-
Et si non, gicleurs de ralenti bouchés...tout simplement ?
-
Rien de grave ?
-
Au pistolet de préférence, car plus économique et surtout parce qu'en bombe il y a rarement du noir satine qui résiste au projection d'essence ou autres. Alors qu'au pistolet on peut utiliser des peintures bicompsants, durcisseur et polyuréthane par exemple.
-
L'étape de la mise en apprêt est enfin terminée. La malle a reçu la dernière couche. Je vais pouvoir passer aux finitions et autres joints d'étanchéités. Bien sur cela implique de reponcer tout l'ensemble. Partie la moins drôle. Là aussi j'ai pu conserver un maximum de défauts de fabrication, plis, points de soudure, déformations...
-
Malheureusement,pièces neuves ne veut pas dire pièces fiables. Perso j'ai opté pour un alternateur aspect dynamo, qui vaut un bras. A l’intérieur j'y ai trouvé un charbon cassé et des roulements déjà bruyants. Pièces qui ont donc été remplacé en plus. Je contrôle tout ce que j'achète en pièce de remplacement et trouve régulièrement des défauts majeurs.
-
Réglage carburateur Rochester Varajet II
CAN-AM a répondu au sujet de captain bernard dans Carburateur
Je ne connais pas ces carbus, mais ta pièce manquante peut se trouver sur un carbu d'occase. Genre ebay motors ou le bon coin , comme ici. https://www.leboncoin.fr/ad/collection/2846513507 -
Bravo et franchement des travaux étalés sur 7 ans pour ce résultat, c'est cohérant.
-
Oui c'est clair, d'origine une simple couche de primaire orangé. Peu efficace, comme ici.
-
Le soubassement est enfin recouvert d'une bonne couche d'apprêt époxy. Malheureusement je n'ai pas eu le temps de faire l'intérieur de la malle . https://youtu.be/jSEmvfIrYZ8?si=-QmJVsTTX3jJTUlC


.jpg.94cac13129694ae6da9fa7f3b40236b6.jpg)