CAN-AM
-
Compteur de messages
3 163 -
Inscription
-
Dernière visite
-
Jours gagnés
268
Type de contenu
Profils
Forums
Store
Tout ce qui a été posté par CAN-AM
-
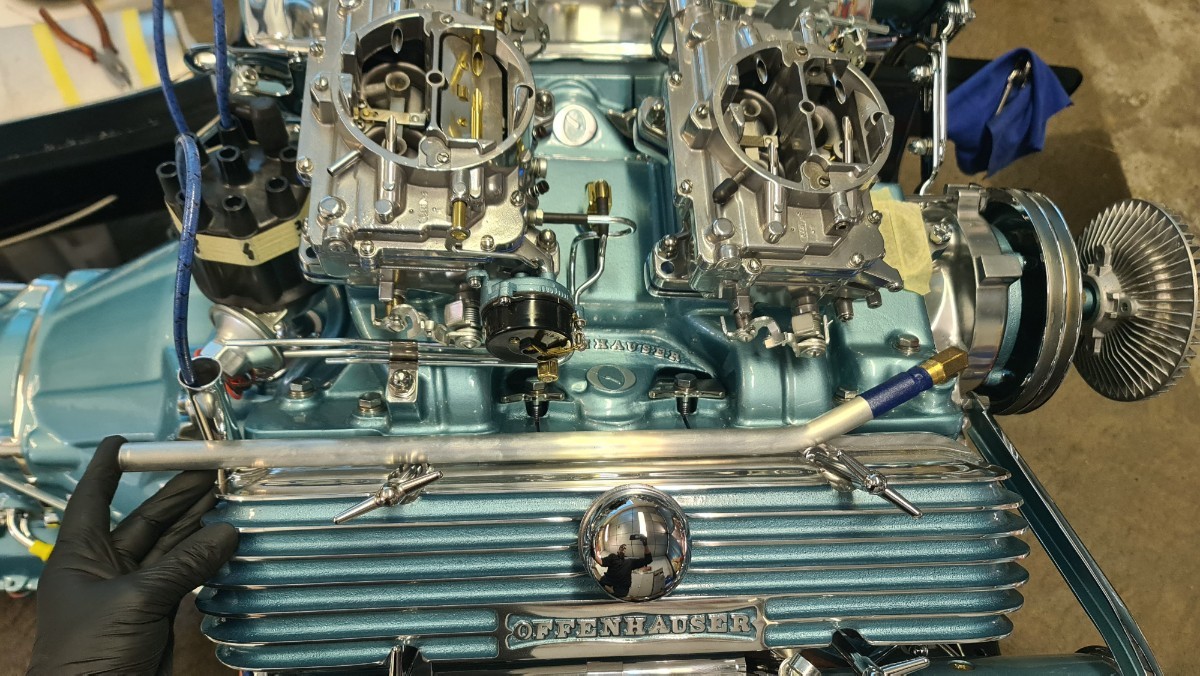
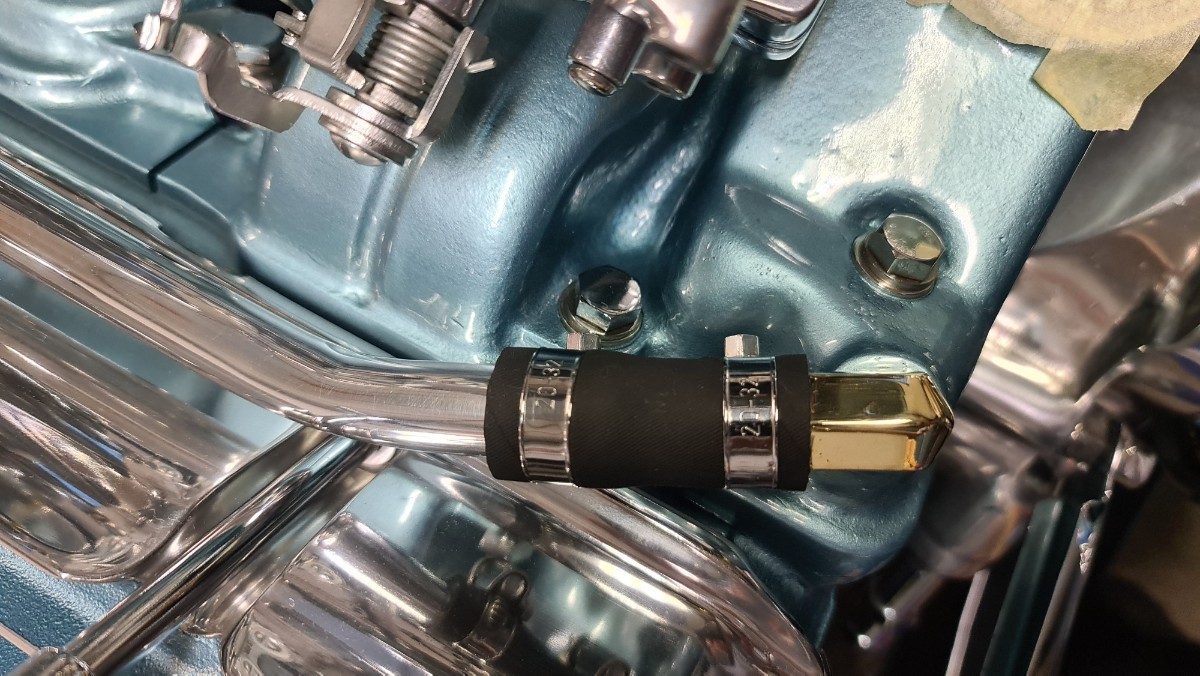
Ces outils sont fait pour mesurer de faible couple, donc aucun intérêt d'avoir un carré d'un demi pouce.
-
Ce weekend c'est retour en cabine. Les séances de peinture sur la coque sont enfin terminées. J'étais loin d'imaginer le temps que cela prendrait pour ce résultat. Depuis la pose de la première couche d'apprêt, c'est environs 80 heures de ponçage, 5 kilos d'apprêt époxy, 5 cartouches de joint, 3 bombes d'anti gravillons, 4 kilos de base bleu, 5 litres de verni, 3 litres de durcisseur..... Avec l'apprêt c'est 11 heures de pistolage !!! Pour la malle cela n'a pas été une partie de plaisir, trop de recoins difficiles d’accès. J'ai même utiliser la frontale. Entre la partie supérieure au niveau des ailerons et le fond de malle coté siège arrière, c'est l'enfer à peindre. D'ailleur sans le tourne broche se serait mission impossible. J'ai été obligé de charger en verni comme un malade car cela séchait trop vite. Ce qui donne par endroit un peu de peau d'orange. Il y a quelques parties qui restent visibles une fois l'habillage en place. J'ai donc privilégié ces zones pour obtenir un résultat acceptable. Les passages de roue en sont un exemple Il y a aussi toute la partie arrière comprenant l'énorme goulotte de réservoir et autres renforts Désolé pour toute ces différentes couleurs, mais visiblement cette teinte ne convient pas à l'appareil . La couleur la plus proche correspond à la troisième photo en partant du haut. Et celle-là reste bloqué à l'envers..il est temps d'aller ce coucher. Car le weekend a été productif mais rude.

-
Merci. Merci. Il n'y a que les montagne qui ne se croisent pas, donc pas impossible. Merci, c'est beaucoup beaucoup de travail, mais cela gratifiant.
-
14,7 volts en charge c'est parfait
-
Oui tu as raison. Je pensais faire un support différent et moins invasif sur la traverse. Mais celui-ci est très stable et me rassure quand quand je retourne la coque. Donc je ferais un petit raccord aux endroits de contacts, car de toute façon ces zones sont déjà apprêtées. De plus une fois la coque en place sur le châssis, cela restera invisible.
-
Voilà le bas du tablier est peint. Cette partie est faite d'une multitude de recoins, raison pour laquelle je la peint a part. Les turbulences empêche la peinture de rentrés dans les endroits très resserrés. Et impose d'y revenir plusieurs fois. Puis c'est au tour de l'arrière. Difficile d'imaginer le nombre de patch sur ce morceau Ce n'est qu'un vieux souvenir. La jupe arrière J'espère que la suite sera terminée le weekend prochain.
-
Cela fait vraiment plaisir de voir du travail de qualité.
-
Je n'ai pas souvenir que les demis châssis soient frappés.
-
Le bleu turquoise pourrait correspondre a celle d'un moteur Pontiac. Tu as peux être un demi châssis qui a été remplacé. Les deux châssis étaient compatible.
-
C'est même impensable, cela est vraiment chronophage. Surtout dans le cas présent, vu que les étapes sont nombreuses. Moi aussi Oui ce sont les couleurs d'origines, conformes à la plaque trim. L'entorse à la version d'usine, c'est que le soubassement est de couleur orange marron et recouvert de vapeur de la teinte carrosserie. Alors que là je le peint intégralement couleur carrosserie. Les modifications (custom) faites ne touchent que le moteur et la boite.
-
Malgrés la météo, j'ai pu peindre les passages de roue en noir satiné. Pour l'instant cela brille trop, mais dans le temps cela va mater. Remasquage, pour la suite. Prochaine étape, le bas du tablier. Peint seul, car complexe et difficile de peindre tout les recoins. Puis reprise des travaux, sur la tringlerie afin de résoudre le problème d'interaction avec la conduite de carburant. C'est fonctionnel, reste à voir si cela restera ainsi.
-
Belle trouvaille, je pense que c'était celle qui était à vendre dans un pays voisin récemment . Dans son jus et d'origine, avec l'option clim très recherchée et nombreuse autres options. Rien que le classeur catalogue sur la banquette, montrant toute les versions avec échantillon de tissus et simili coute un bras.
-
Restauration Cadillac Fleetwood Sixty Special de 1965
CAN-AM a répondu au sujet de Rémi55 dans Années '60
Je comprends, c'est exactement ce que j'ai voulu faire . Mais la bordureuse moulureuse n'était pas suffisamment puissante, et je n'ai pas trouvé de galet conforme. J'a donc fabriqué un outil pour la presse. Cela n'a pas été si simple....Regarde ici. https://www.dreams-cars.org/forum/topic/17285-pontiac-bonneville-coupé-sport-1959/page/37/ -
Restauration Cadillac Fleetwood Sixty Special de 1965
CAN-AM a répondu au sujet de Rémi55 dans Années '60
Voilà.
-
Restauration Cadillac Fleetwood Sixty Special de 1965
CAN-AM a répondu au sujet de Rémi55 dans Années '60
Je regardais ton plancher de malle, qui est passablement attaqué. Si cela t'intéresse j'ai un plancher de malle de Pontiac 59 catalina qui a de nombreuses parties récupérables. Si cela t'intéresse pour refaire les moulures. c'est cadeau, mais à toi de venir le découper sur la bête . -
La météo devenant plus clémente, reprise des travaux peinture. Masquage de toute la caisse pour l'application de l'anti gravillon dans les passages de roue. Ainsi que sous les bas de caisse. J'ai choisi un anti-gravillons aspect lisse de chez 3M. Pour ne pas faire cache misère.
-
Restauration Cadillac Fleetwood Sixty Special de 1965
CAN-AM a répondu au sujet de Rémi55 dans Années '60
Je confirme pour Rubbertherightway, ils ont du matos de qualité. Mais tu vas être surprit par la facture de ces quelques morceaux de cahoutchouc. Juste une question vu la photo , tu vas procéder par sablage ? Car la rouille me semble bien profonde pour faire juste par abrasion. -
Tu sais que tu n'est pas obbligé de sortir la boite et le moteur pour changer les rotules....
-
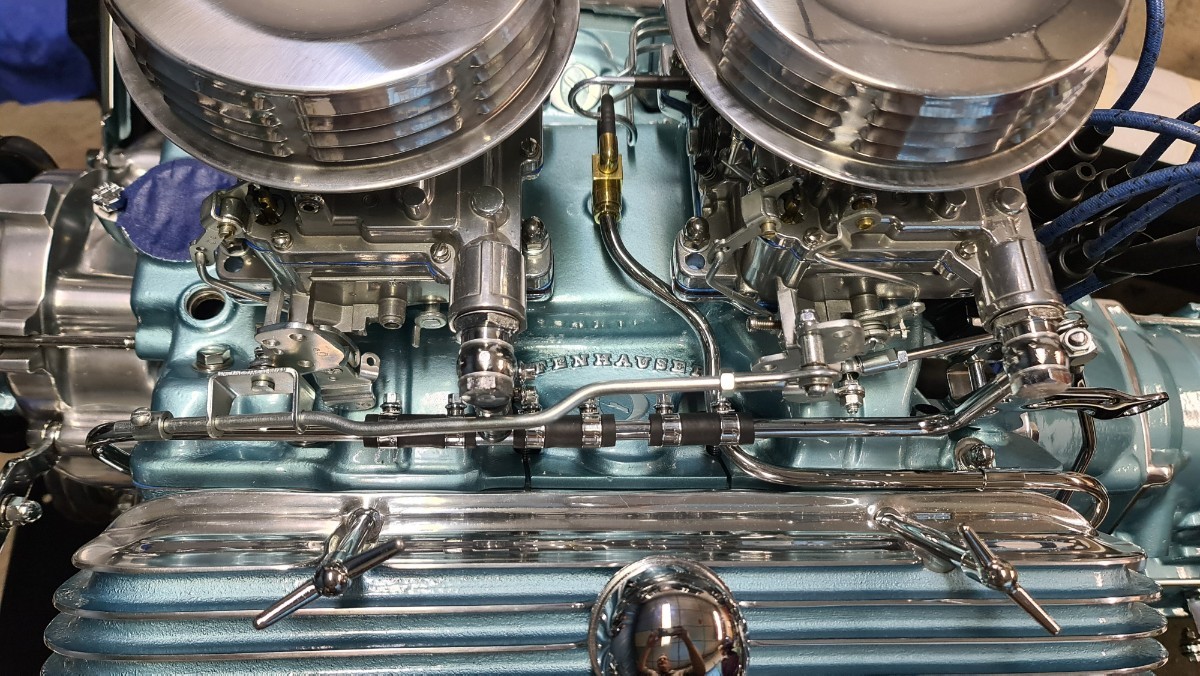
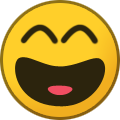
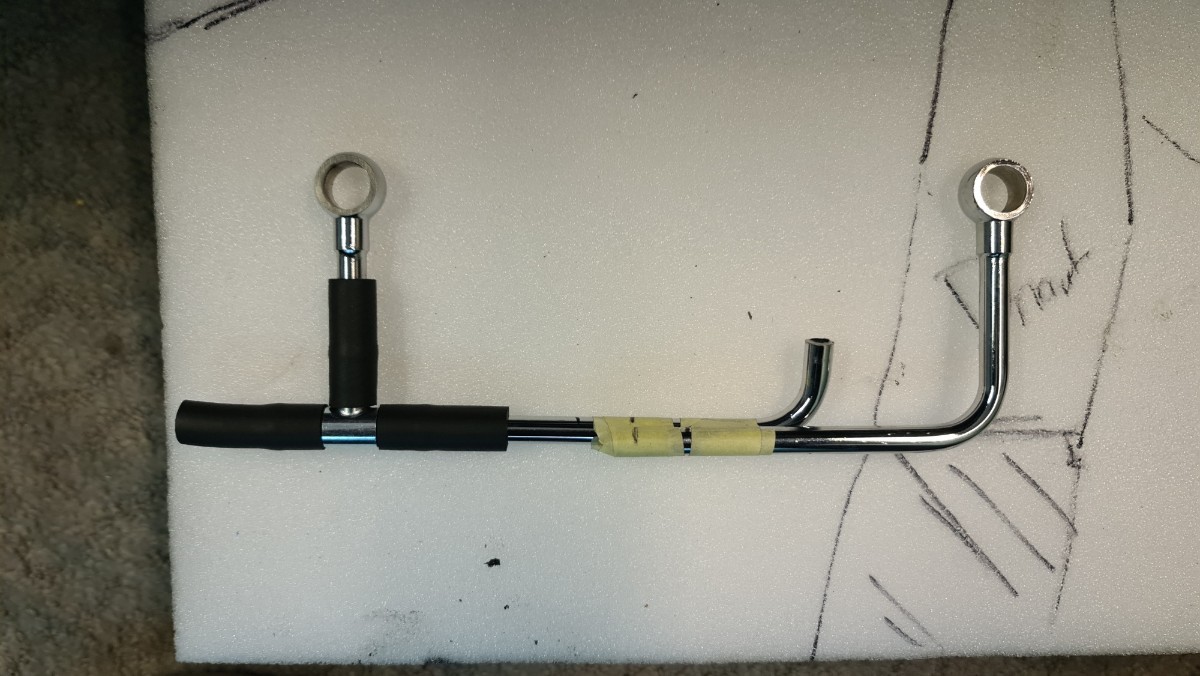
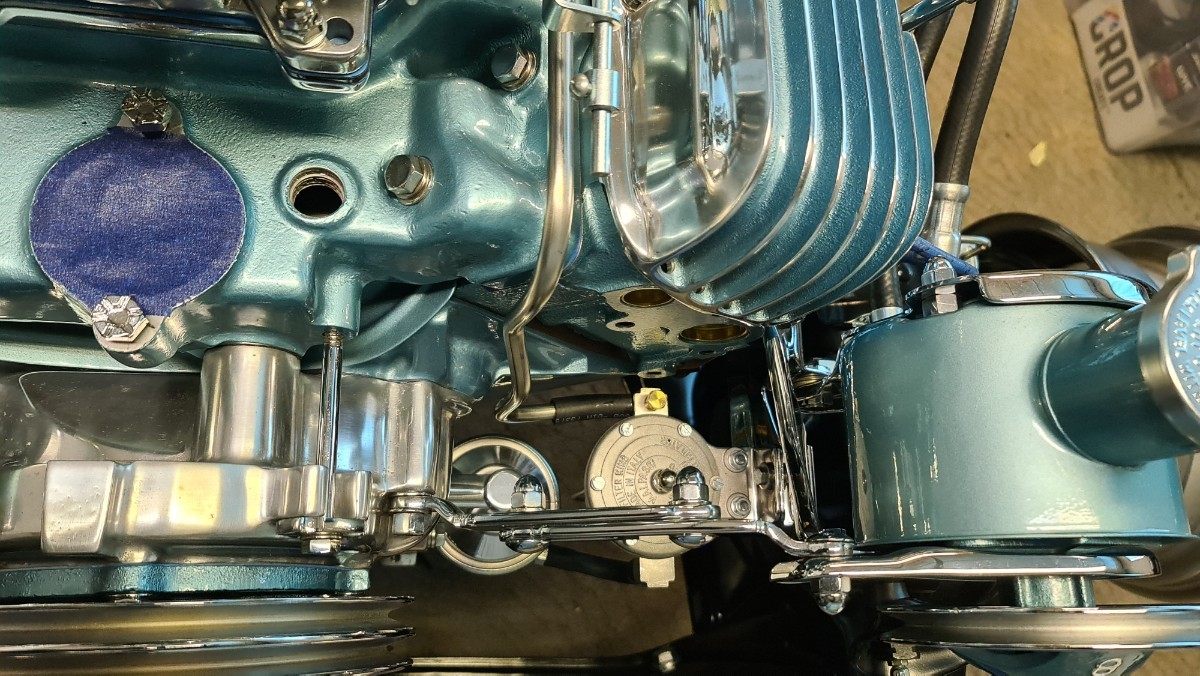
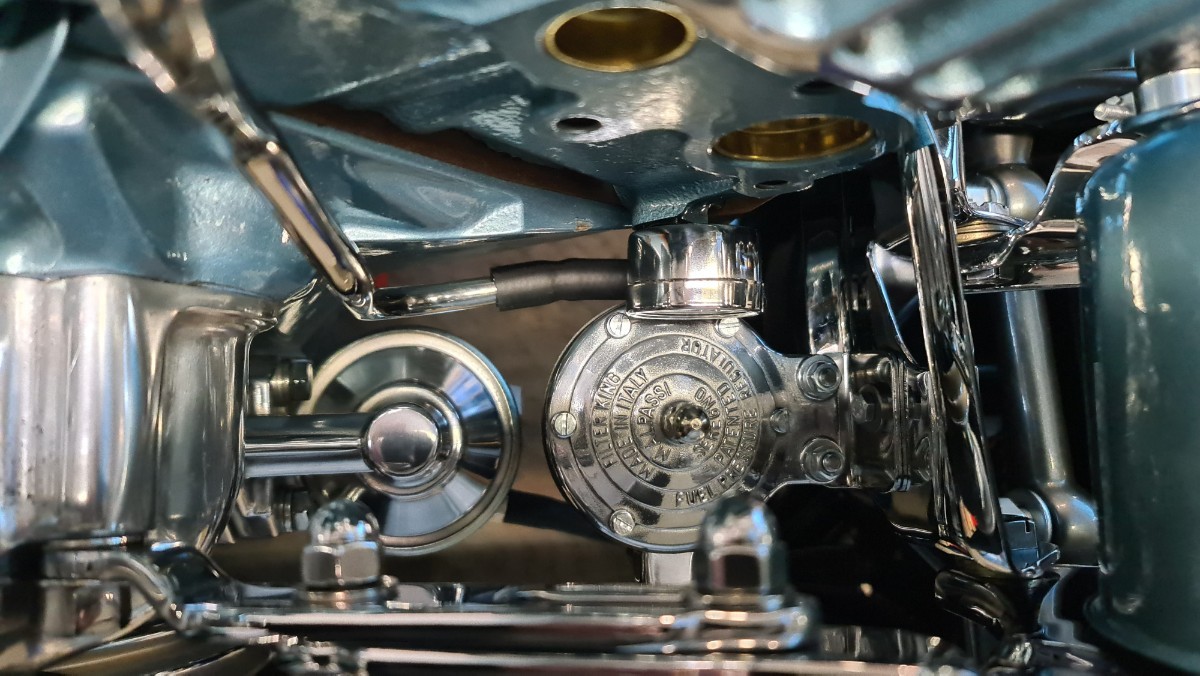
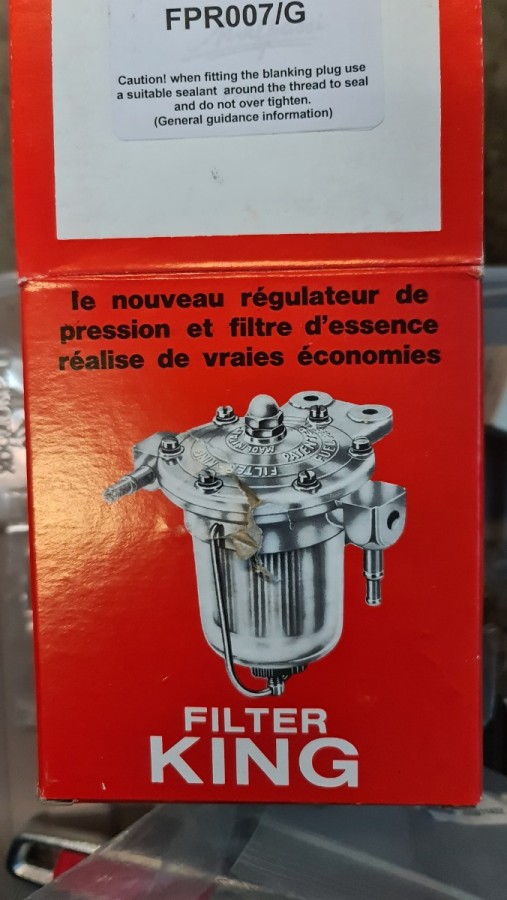
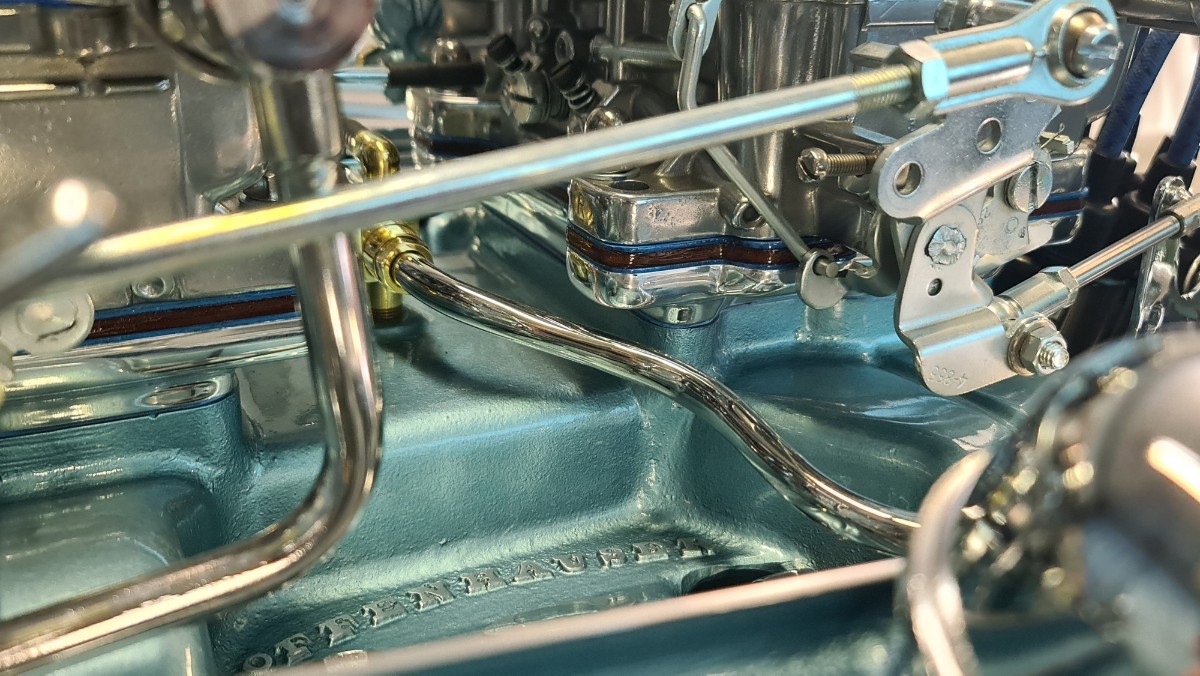
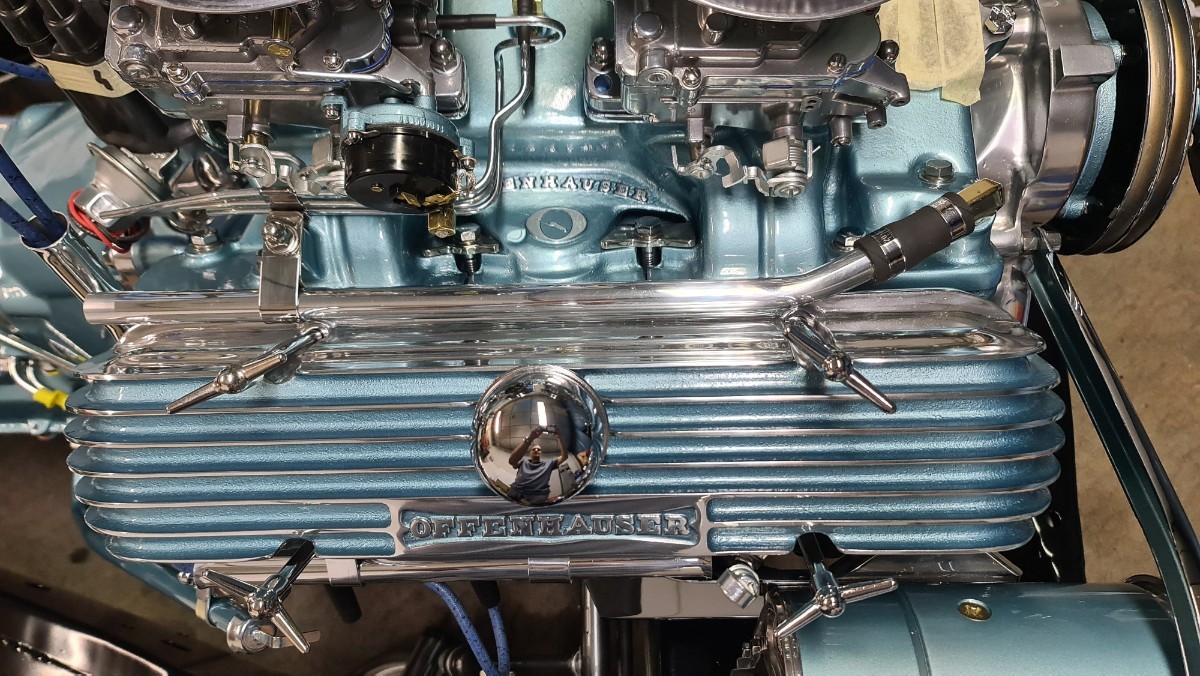
Tant que l'on est dans la plomberie, je continu sur les canalisations de carburant. Au départ cela ressemble à ça. Montage à blanc, recoupe...c'est mieux. Puis la descente jusqu'au régulateur de pression. Bien sur ce qui semblait être qu'une simple bricole à faire... ce transforme en prise de tête. Car pour en arriver là je recommence , rerecommence, rererecommence...la même pièce ! Et pourtant je suis équipé du matériel nécessaire. (trouvé d'occasion pour une misère) Une fois tout en place et satisfaisant à l'œil, je passe le tout au polissage. La durite côté régulateur devra être remplacé, car pas suffisamment longue. Le régulateur avec filtre intégré me permet de régler la pression d'alimentation des carburateurs, de filtrer le carburant, de servir de décanteur et de garder une esthétique vintage. Et puis je vais faire des économies de carburant, si si c'est écrit dessus . Voilà, maintenant je vais devoir finir la géométrie de la tringlerie de commande des papillons. Car pour l'instant, ça passe pas.
-
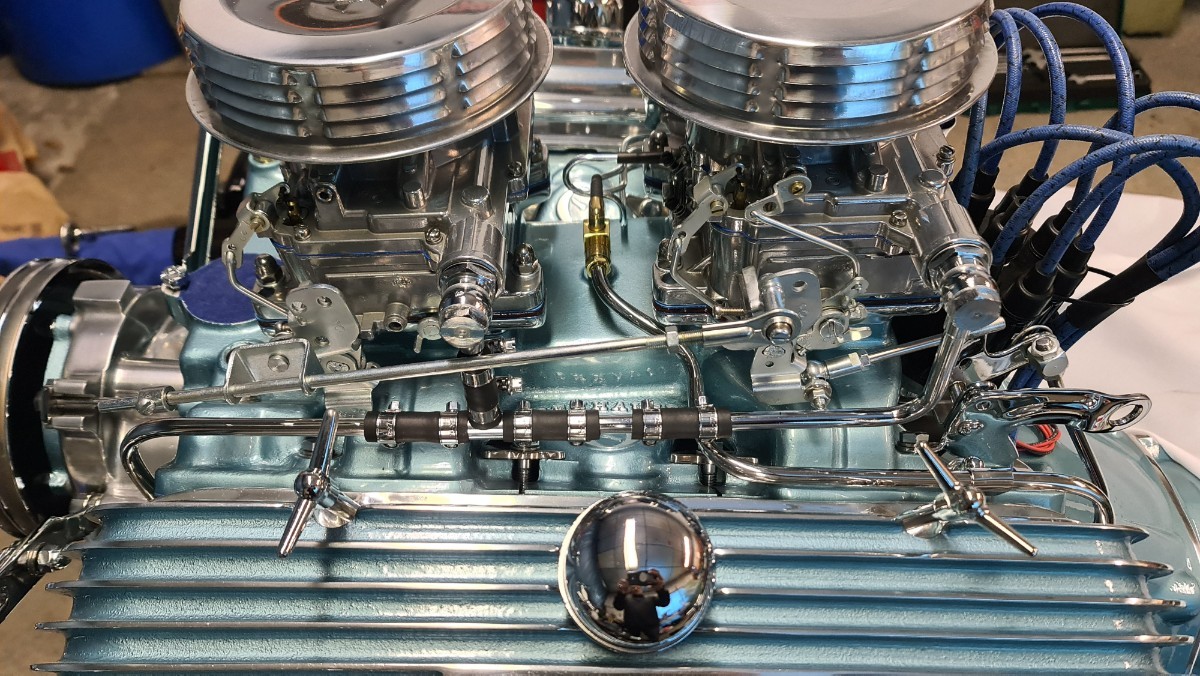
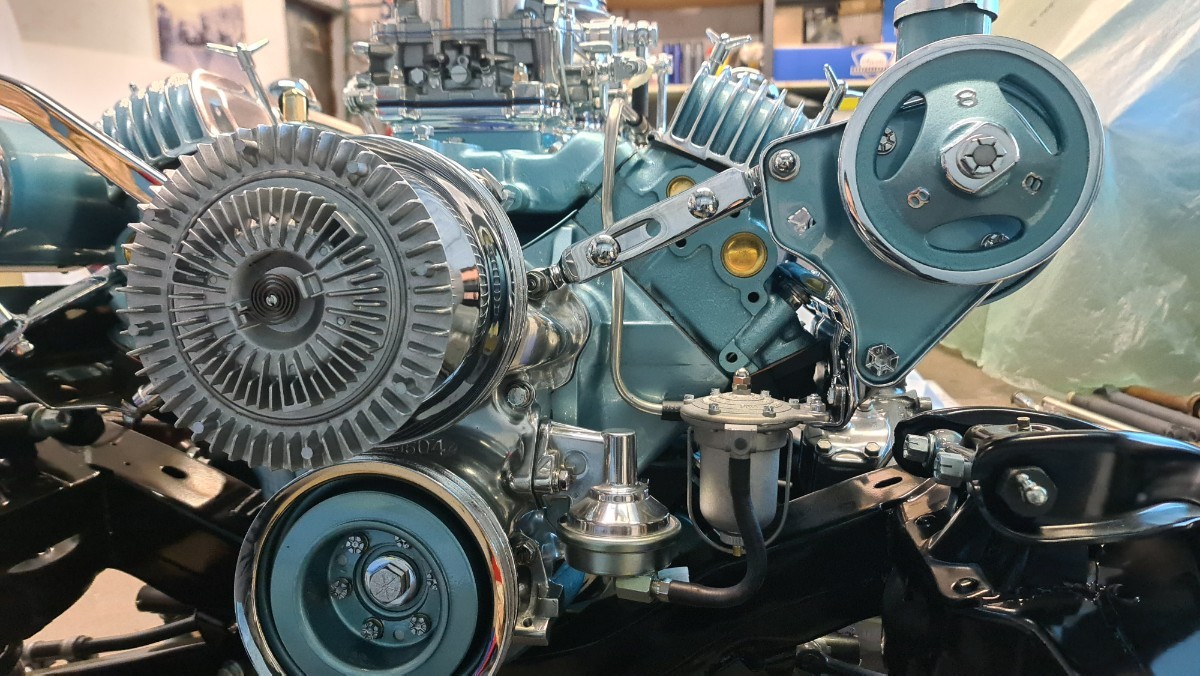
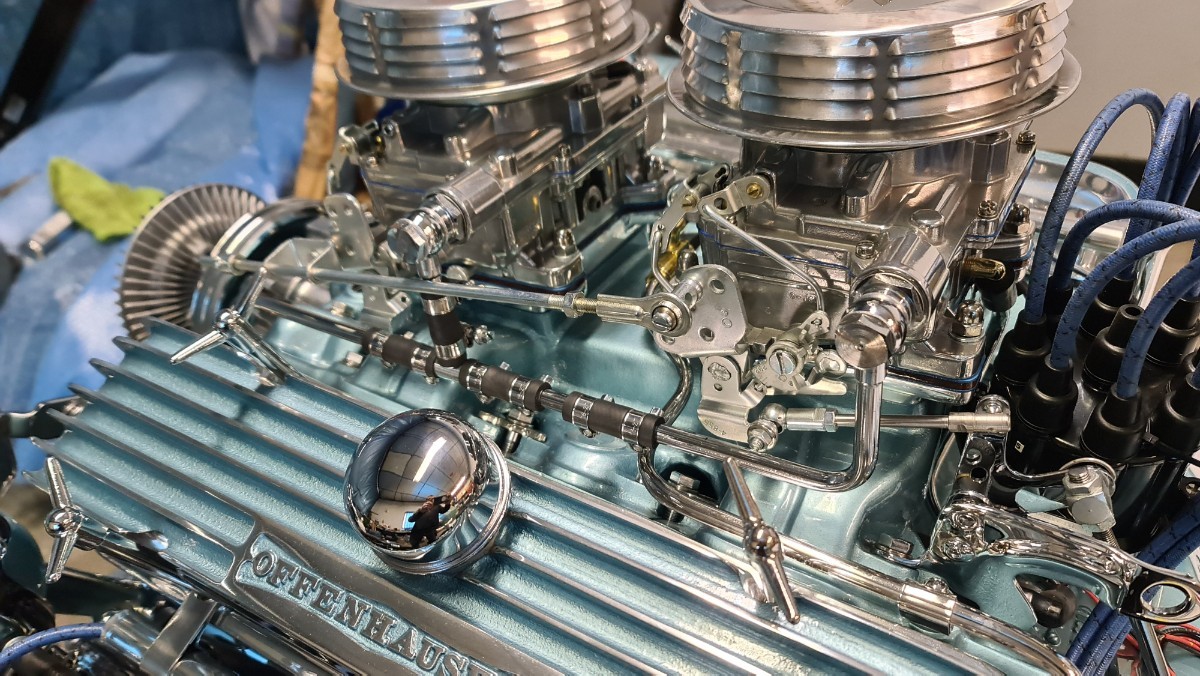
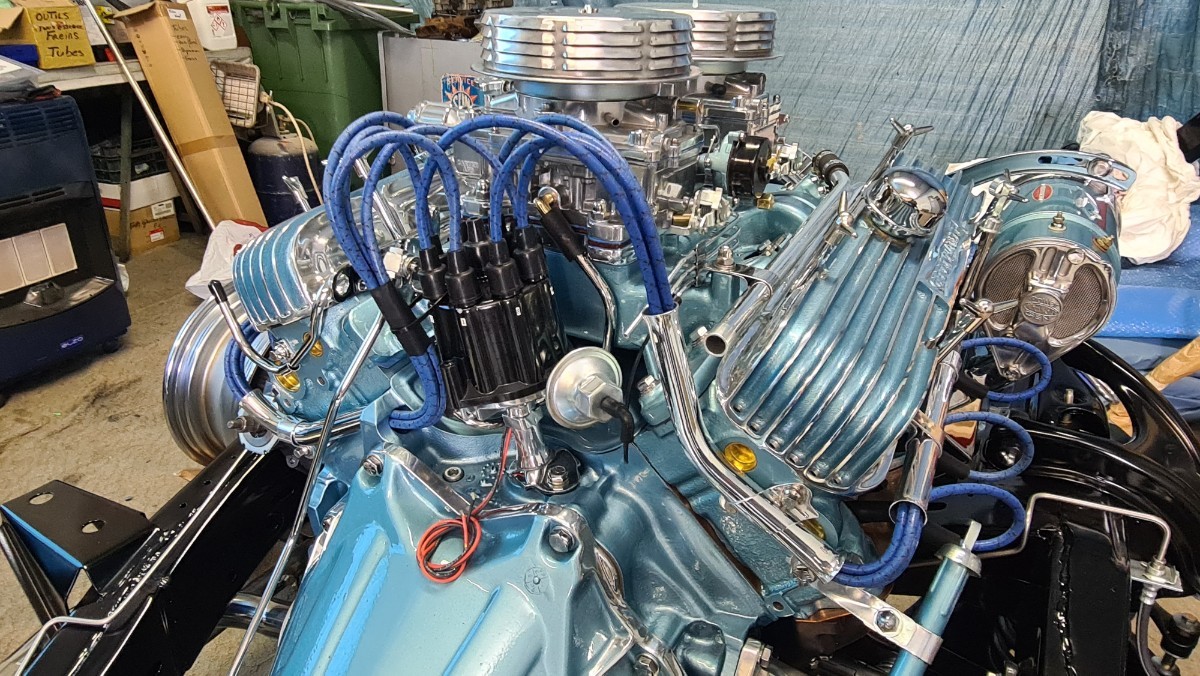
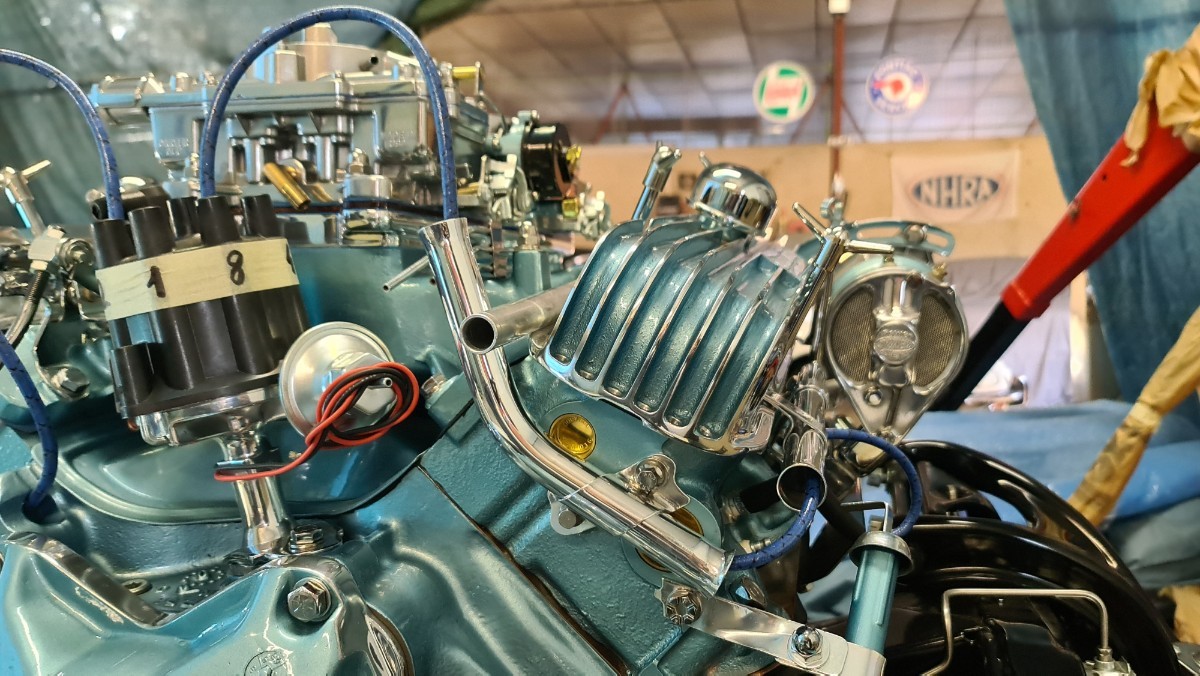
Du raccordement des échappements aux collecteurs Collecteurs qui n'étaient pas prévu pour le châssis en X. Mais cela avance quand même, les conduites et le faisceaux d'allumage sont terminés. Il reste juste un petit détail à résoudre esthétiquement (supprimer le collier Rislant) . Honnêtement je suis plutôt satisfait du résultat. Le reniflard d'huile et la valve pcv sont aussi définitivement en place. Non sans souci de place, c'est le tube sortant de la base du carburateur visible derrière l'allumeur. J'ai également refait le tube de dépression pour le mastervac. Le premier n'était pas suffisamment gros et ne sortait pas au bon endroit. Ce tube se devait de passer plus bas est de ressortir plus proche de la culasse. Ce qui m'a permit de le fixer correctement a la culasse. Pour infos, dans la vie réelle de l'atelier, c'est pas loin de 4 versions qui ont été fabriqué pour arriver à faire un modèle qui tombe correctement. Puis il y avait aussi le tuyau caoutchouc de chauffage, qui à l'origine passait vulgairement sur le moteur. Donc la aussi une canalisation en aluminium à prit place pour gagner en esthétique et ne plus avoir de tuyau qui chevauche le moteur. Voici ce que cela donne une fois bridé. J'ai utilisé un raccord a 90° en laiton pour sortir le plus proche possible du collecteur. Il est en place définitivement aussi. Restera plus qu'a trouver une solution pour le raccordé au radiateur de chauffage . Car la aussi il va falloir être créatif. Et puis dans les dernières avancées, il y a aussi les filtres à air qui ont été trouvé. Se sont de belles copies de la version d'époque, en aluminium comme la version commercialisé par AC Delco pour le Super Duty en 1963 ou certaines corvettes double quads. Je dois juste trouver deux écrous borgnes Unc 1/4-20 en laiton .
-
Beau travail, cela fait plaisir a voir. Si je peux me permettre, tu peux descendre un peu plus tes soudures extérieures. Pour que tu puisses réduire ton épaisseur de mastic de finition afin de les faire totalement disparaitre
-
Ton véhicule est en simple ligne ou en double ligne ? Car le son que tu recherches est bien souvent lié aux double lignes et de diamètres plus important. Le bruit métallique et lui souvent en rapport avec les collecteurs tubulaires et les ligne en inox .
-
Merci beaucoup et bravo à toi pour avoir parcouru ces 106 pages. Effectivement ils serait temps que cette histoire se termine. Je ne te cache pas qu'il me tarde aussi d'entendre démarrer cette auto. Et c'est bien sûr avec plaisirs que la suite vous sera dévoilée. Car je rencontre en se moment un os. Je passe a côté, bouge un truc, laisse le temps passer, y revient avec une autre idée.... Cela dure depuis plusieurs semaines et je n'ai qu'un début de réponse. Mais je sais qu'il va falloir passer de la théorie à la mise en pratique ...et cette fois ce n'est pas gagné. Quand on sort de l'origine, il y a toujours un prix a payer. Et comme je dis souvent, "Une modification en entraine toujours une autre".
-
Voilà, les canalisations du faisceau d'allumage sont terminées. A l'arrière gauche j'ai été obligé de passer bien plus bas que prévu. Car il y a très peu de place entre la cloison et la culasse à cet endroit. Et s'était sans compter sur la tringlerie. A droite la culasse est décalée un peu plus vers l'avant. Donc là je suis plus libre. Dans l 'ensemble cela devrait le faire.
-
Le disque a polir te permet d'avoir un meilleur résultat et surtout, bien plus rapidement. Parcontre il faut choisir la bonne couleur de pâte. Cela détermine la grosseur du grain. J'utilise principalement la bleu.









.jpg.1f4ab077ed3008c874f9c91b8510141a.jpg)