CAN-AM
-
Compteur de messages
2 942 -
Inscription
-
Dernière visite
-
Jours gagnés
208
Type de contenu
Profils
Forums
Store
Messages posté(e)s par CAN-AM
-
-
il y a 15 minutes, pat060 a dit :
Mais il a combien de lutins, le père Noël ?
Non non moi je ne suis pas le père noêl de celui-là. Je suis seulement l'esclavagiste qui fait bosser des gosses.

- sebastien 01, pat060, exNISSAN et 1 other
-
 4
4
-
Il est temps de poser la distribution. Pour cela il faut déterminer le point mort haut "exact". Vous comprendrez pourquoi par la suite.
Donc pose du bloque piston.

Puis une mesure en tournant dans un sens et une autre dans le sens opposé. De là, il suffit de faire la somme des deux angles mesurés. Et de divisé le résultat par deux pour obtenir sur le disque l'angle du point mort haut.
A partir de là, sans bouger le vilo on replace l'aiguille sur le zéro qui sera notre point mort haut de référence.
Bien sur on recontrôle pour confirmer
") . Place à l'expert qui prend en main les opérations.
. Place à l'expert qui prend en main les opérations.
Sur la carte de l'arbre à cames, les angles d'ouverture et de fermeture des soupapes.
Avec la mention @ 0.050". Cela veut dire qu'il faut enlever 1.27mm à la levée du poussoir pour prendre la mesure du début d'ouverture ou de fermeture.
Ici par exemple c'est la fin de la levée du poussoir d 'échappement ou " fermeture de la soupape" en arrivant sur le zéro.
Cela donne sur le disque gradué moins 2° et un chouilla de plus. La carte disait fermeture à -3°. Ce n'est pas parfait, disons qu'il y a 0.75 d'avance en trop.
Pour la petite histoire, en ayant monté les pignons de distribution en respectant les repères à zéro, les mesures n'était pas bonnes. J'avais un peu plus de 2° d'avance. J'ai donc retardé le pignon de 2° pour arriver à ce résultat que je ne peux affiner plus.
Cet arbre à cames est une version custom, donc il se doit d'être calé sans avance et sans retard pour obtenir le résultat prévu.
Voila pourquoi il est important de ne pas faire confiance aveuglément aux repères d'usine. Car ils ont des tolérances bien larges.
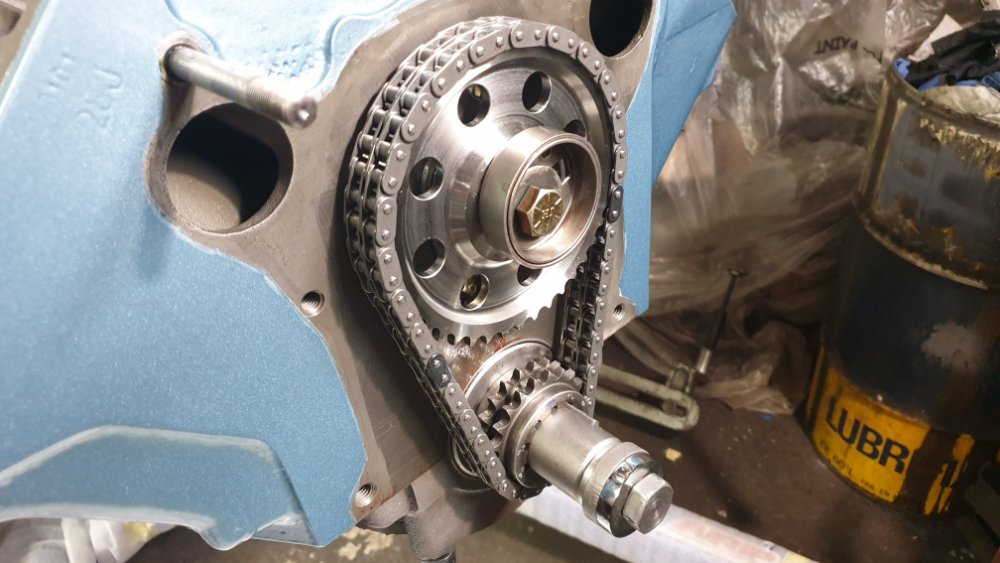
Evidement la chaine après avoir été lavée, est restée dans l'huile quelques jours pour quelle soit bien imprégnée. L'ensemble vient de chez Cloyes, en général la qualité est au rendez-vous.
Ce modèle a la particularité de posséder 9 réglages et d'avoir une chaine à faible jeu.
Maintenant le pignon est serré au couple de 54 Nm et la came de la pompe à essence a aussi prit sa place.
Dans la foulé, sur le vilo je fais un repère pour retrouver facilement le point mort haut pour plus tard.
Juste une petite rayure sur les masselottes.
C'est la dernière fois que le disque pourra servir. En repérant ainsi le point mort haut, Je pourrais vérifier ou corriger le PMH sur le dumper. Afin d'avoir le réglage de l'allumage nickel.
Tant qu'on y est, un dernier contrôle de la hauteur de piston. Cela confirmera que les joints de culasse sont de la bonne épaisseur, pour garantir des zones de squish correctes.
Un petit gadget, qui ne sert pas souvent, mais cool

-
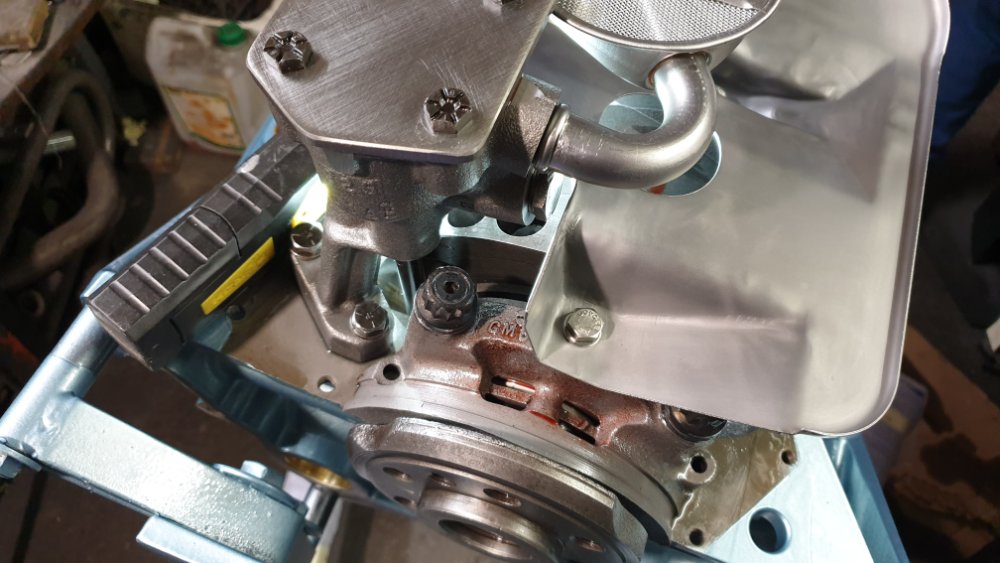
La pompe à huile est en place.
J'ai prit l'habitude de ne plus mettre les joints de pompe. Je préfères avoir un bon état de surface, et les coller.
Cela évite les risques de desserrage par tassement du joint, ainsi que les fuites qui causent des chutes de pression.
C'est vraiment monté serré, le vilo passe très proche de la pompe . Ici la pompe, la crépine et l'axe d'entrainement sont des pièces neuves. L'axe provient de chez Melling, c'est une marque que j'apprécie pour ça qualité constante.
L'axe de la pompe à huile passe à seulement 3 mm de la masselotte du vilo.
Il est vrai que les jeux de fonctionnement sont bien moindre .....mais quand même.

-
Bien sur que je mesure ma chance, surtout avec les idées écolo qui leur sont données de nos jours.
Mais il est bon de leurs faire toucher du doigt, ce que ces vielles caisses peuvent offrir comme plaisirs.
Et de leur faire comprendre que c'est aussi un privilège d'approcher, de posséder ou de rouler avec ces autos.
Dans mon entourage, il y a un gosse du même âge que ma fille. Qui suit la restauration de la Bonneville en passant deux à trois fois par mois pour suivre l'avancement des travaux. Avec un peu d'aide il posera certainement les culasses car je sais qu'il en meurt d'envie.....Dans cette génération tout n'est pas perdu , même si je pense que ces deux là font office d' extraterrestres.
")
-
T'as pas besoin de moi pour faire du travail de qualité. Et puis si tu prends les bonnes méthodes, c'est un jeu d'enfant.
Pour preuve et pour marquer le coup, je voulais associer ma fille à certaines étapes de cette restauration.
Maintenant je pourrais dire que c'est une gamine de 13 ans qui à remonté les pistons et bielles de ce moteur.
Ici c'est le moment délicat ou les segments doivent rentrer dans les cylindres. Donc par petits coups de maillet sans effort, sans point dur, le piston doit glisser de l'outil au cylindre.
Lubrification du chapeau de bielle.
Mise en place de celui-ci et graissage des gougeons ARP
.
Mise en place des écrous.
Serrage au couple préconisé.
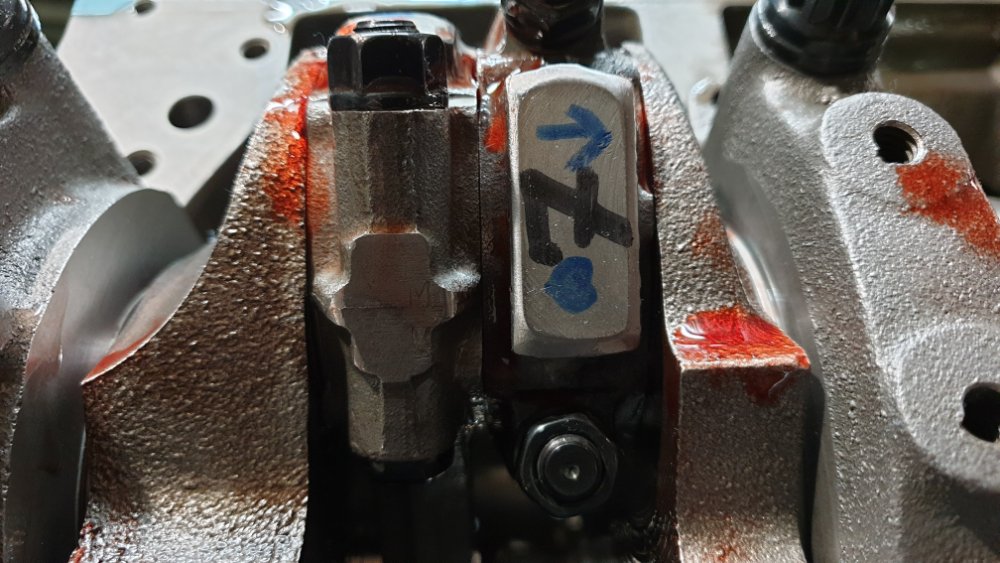
Donc pourquoi s'arrêter là, allons donc jusqu'au numéro 8.
Le seul risque c'est quant vous demander de faire un repaire, ce n'est pas exactement celui qui vous serait venu à l'esprit .💙...

Approved quality et en prime, vous avez même nos trombines
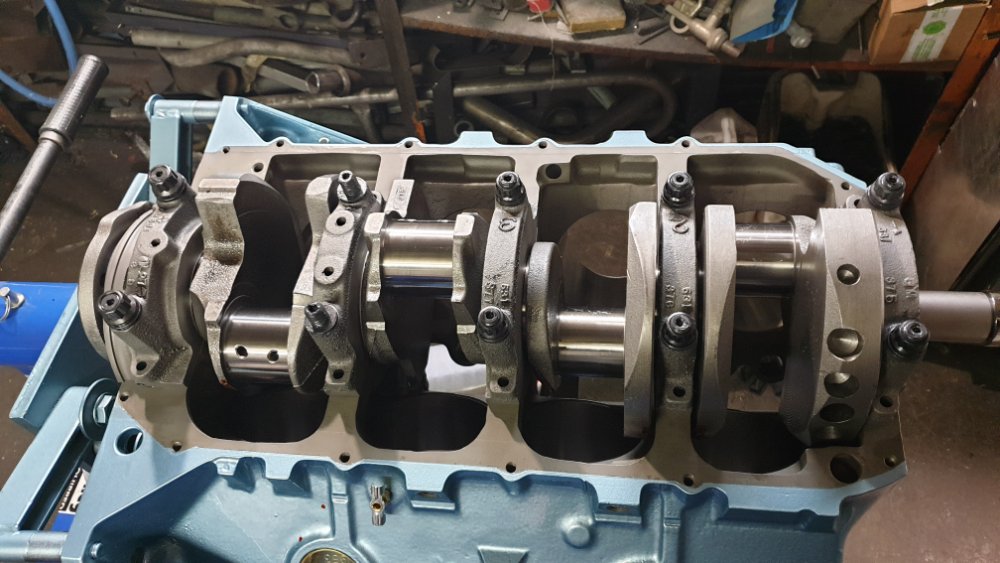
Puis j'ai sorti le bloc de sur le support le temps de repastiller l'arrière du bloc.
Puis retour sur le support pour la pose de l'arbre a cames.
-
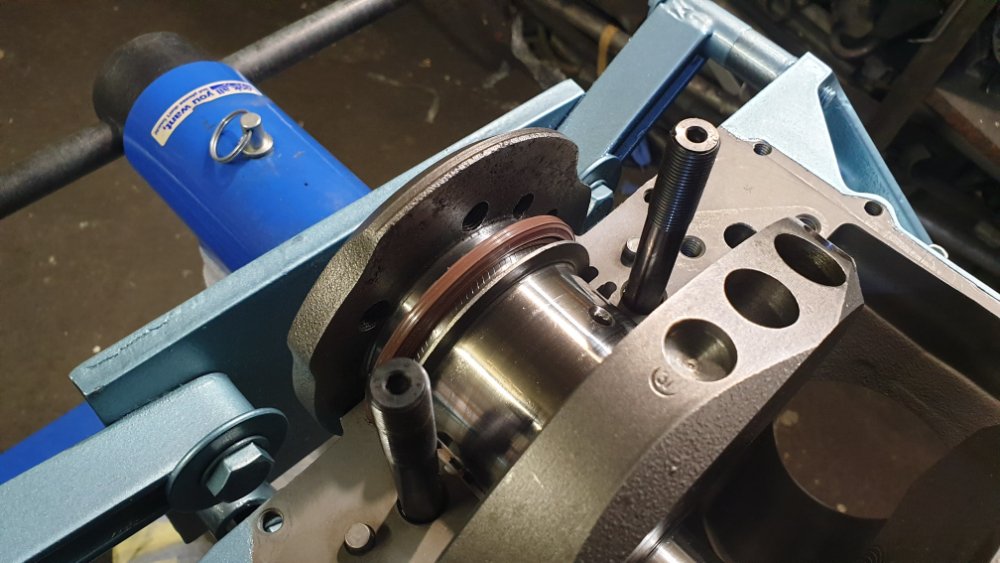
Chose incroyable le joint de vilo est arrivé hier, donc je n'ai pu résister. Mise en place avec les précautions d'usages.
Pose du palier arrière, loctite 518"bleu" sur la porté, loctite 5910 "noir" au fond du logement du joint, Lubrifiant d'assemblage "rouge" sur le coussinet.
La loctite 518 évite les fuites par capillarité au niveau de palier arrière. Il en faut très peu.
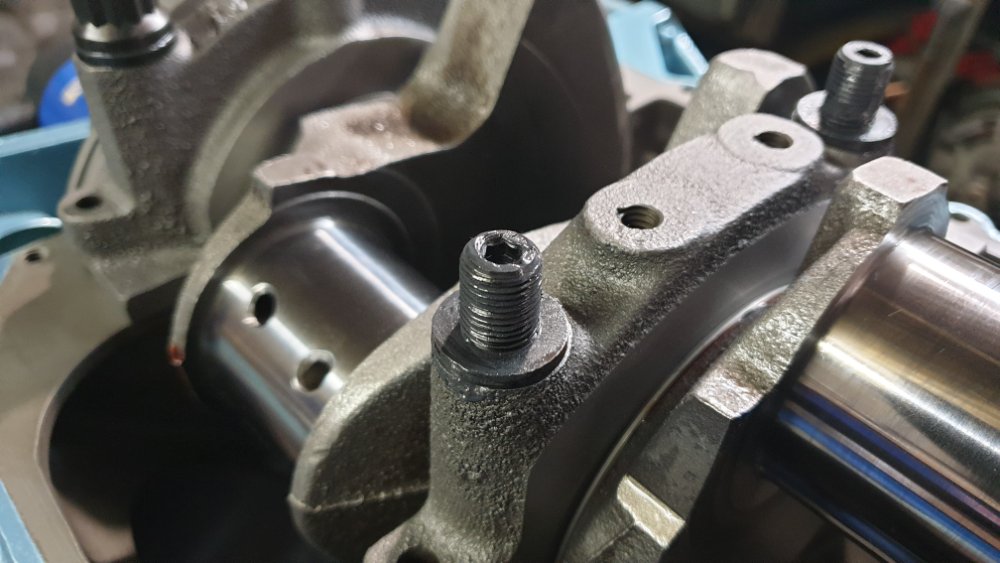
Graissage des filets et des rondelles pour le serrage préconisé par ARP.
Le couple de serrage est de 149 Nm et pour les deux gougeons du palier arrière 190 Nm.
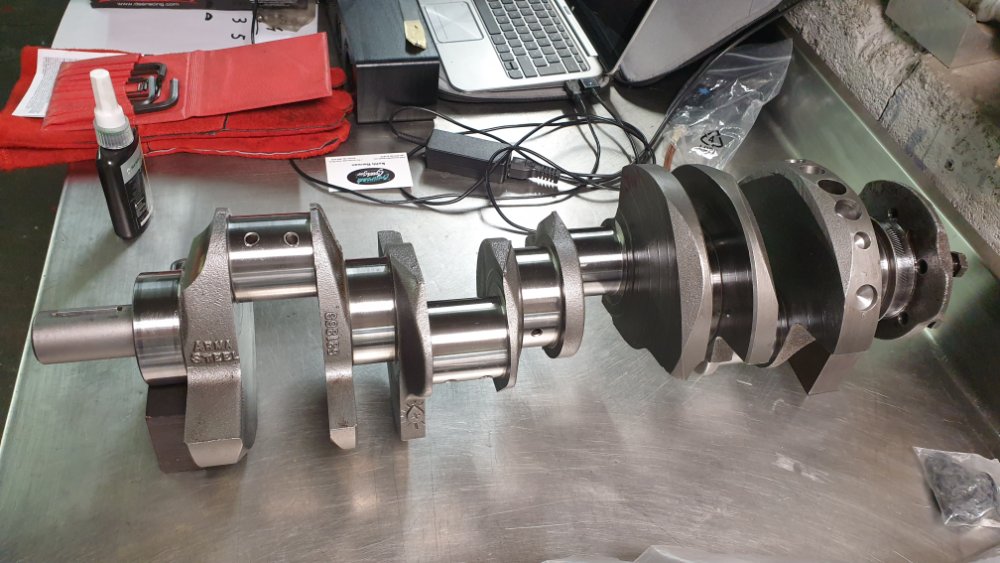
Ce vilebrequin n'est pas forgé, mais il n'est pas non plus fait dans fonte basique. Il est moulé dans un alliage nommé Armasteel par GM. Cette composition était utilisée sur beaucoup de pièces dites performance de chez Pontiac à cette époque. Celles-ci ont d'ailleurs une très bonne réputation.
Puis juste pour bien finir la journée, mise en place d'une bielle et piston.
Serrage à 67 Nm, Puis une deuxiéme...juste pour voir.
C'est toujours un vrai plaisir de remonter un bloc avec de belles pièces.
-
Le 17/05/2023 à 08:37, Gilles a dit :
........on est en plein Smokey Yunick, David Vizard .............
Houla là, t'y vas fort. Ces types là sont des légendes des premières heures du Nascar.
Moi je ne suis qu'un imitateur, qui a potassé leurs sujets et qui a essayé de comprendre le pourquoi du comment.
Puis le tout mélangé avec l'expérience, fait que l'on arrivent à des méthodes similaires. Toujours dans le même but...jumeler fiabilité et performance en espérant que cela va le faire
- Gilles et sebastien 01
-
 2
2
-
Le 15/05/2023 à 15:17, Gilles a dit :
A 1000 euros le set, il y a de quoi être énervé....
Pour être précis, ce n'est pas un secret, tout les éléments de distribution, arbre à cames, poussoirs, culbuteurs, ressorts de soupape, coupelles, clavettes, pignon d'allumeur, chaine et pignons de distribution, cames de pompes à essence. C'est un budget de 2450 $. A cela il faut rajouter 209 $ de tiges de culbu , 360 $ de soupapes, joints viton 20 $ , gougeons arp 69 $ et 260 $ de quelques choses dont je ne vous ai pas encore parlé.
Ce qui fait 3368 $ de distribution. A cela comme vous savez il faut ajouter le transport, plus la TVA, plus les frais de dossier. Ce qui fait pas loin de 4000 €, donc oui il y a de quoi être agacé . Si ce moteur était d'après 1964 cela représenterait la moitié de cette somme !!!
C'est le prix de la qualité, mais pas encore celui de l'excellence. Je suis incapable de dire combien de moteur j'ai reconstruit. Mais je peux dire que c'est la distribution qui m'a le plus coutée en temps passé, en trituration de méninge et financièrement.
Cela parce que j'ai choisi de rétrofiter cette distribution et ces culasses contre des avis de faisabilité sur cette génération de moteur Pontiac. Et que je suis tétu...
Le 15/05/2023 à 15:25, Charger976 a dit :C'est fait exprès; afin d'être conforme aux faibles exigences de qualité de 1959.
"Period correct" jusqu'au bout; quel professionnalisme ces Américains!
Comme je l'explique plus haut " période correct " à un prix et surtout peu de choix en pièces aftermarket.
Mais pour du matos Made América, il n'y a pas de quoi en être fier.
Pour l 'anecdote, j'ai déjà eu dans les mains des bielles Scat de compet made in China. De qualité, avec des tolérances et une finition incroyable pour le prix.
C'est dans ces moments que je regrette de ne pas avoir un bloc Chevrolet. Je sais que tu es un fan de Chrysler, je n'ose même pas imaginer la galère que cela doit être pour faire la même sur un de ces vieux blocs.
- exNISSAN, Charger976, Gilles et 1 other
-
4
-
En attendant de reprendre le remontage, je prépare la suite.
Et comme d'habitudes les pièces neuves sortant de l'emballage passent au nettoyage et sont contrôlées.
Cette fois c'est au tour de l'arbre à cames.
Il s'agit d'une pièce de marque, sur mesure, commandée par une entreprise de renom, montée sur leurs propres moteurs....
Et bien cela ne suffit pas pour obtenir une qualité irréprochable.
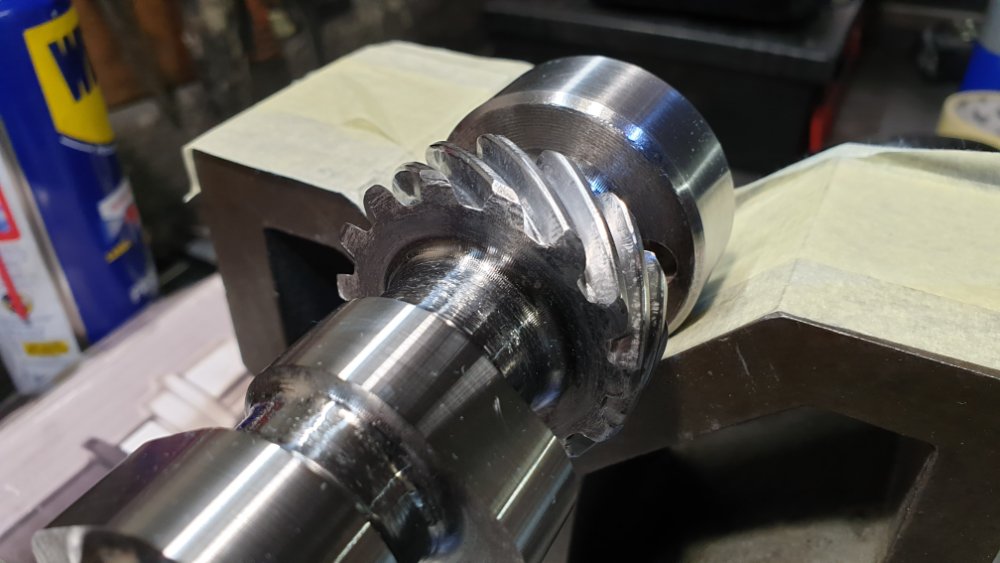
Le pignon n'a même pas été ébavuré.

Voilà les morceaux qui partirons dans le moteur au premier démarrage !!!
Le souci c'est que cet arbre à cames est prévu pour fonctionner avec un pignon d'allumeur en bronze ou polymère.
Donc ce pignon doit être aussi lisse que possible, afin de ne pas détruire celui de l'allumeur plus tendre.
Alors il n'y a pas trente six solutions. Papier huilé grains 800...et patience.
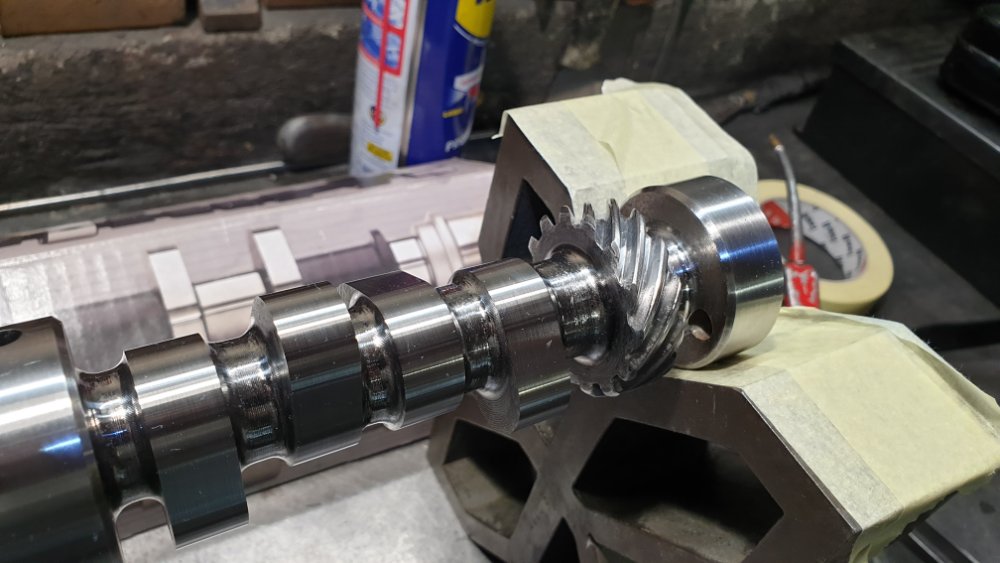
Cela commence à être mieux, mais ce n'est pas parfait.
J'en profite pour redonner un petit coup entre les cames
Pour les connaisseurs c'est un BP8021 SP, fonctionnant avec des poussoir à rouleaux.
C'est une pièce entièrement usinée dans une bille d'acier. Rien à voir avec les arbres à cames de série moulés dans la fonte et non durcis. C'est une belle pièce.
-
Le 09/05/2023 à 22:15, The Lion King a dit :
Le joint du palier arrière du vilo du ford était aussi composé de deux belles tresses.
Voulant faire mieux j'ai pris un joint à lèvre.
Ce qui s'est soldé par une fuite massive, la deuxième sortie du moteur et le retour illico à de la tresse graphitée. Jusqu'ici, rien à signaler... j'espère que tu auras plus de chance!
Je me dis qu'en faisant le montage du joint sur le support moteur avec toute l'aisance que cela amène. Cela ne peut que marcher. Car l'application de la pate à joint et de la colle semble plus facile.
Sur Chevrolet j'ai déjà posé ces joints " en deux parties" avec succès.
Mais je reconnais qu'il est pour moi impossible de faire du bon boulot sans déposer le vilebrequin, tout dégraisser et encoller la totalité du joint sur le bloc.
-
Mais malheureusement il va y avoir une pose forcé.
Car comme une grosse quiche, je me suis viandé sur la commande du joint arrière de vilebrequin.
Normalement le joint arrière est composé de deux tresses graphitées, comme sur de nombreux moteurs de cette époque. Avec une efficacité relative... Voulant faire mieux, BOP engineering a développé un joint spi en une seule pièce. Qu'il faut simplement couper et vriller pour arriver à le mettre autour de la portée du vilo.
En gros c'est une révolution dans le domaine.
Il existe que deux dimensions et j'ai trouvé le moyen de me tromper.
Bien sur, ils sont les seuls à le produire et le commercialiser donc le prix et le prix et c'est la même chose pour les délais. Donc arrivé prévu début juin....les boules.

-
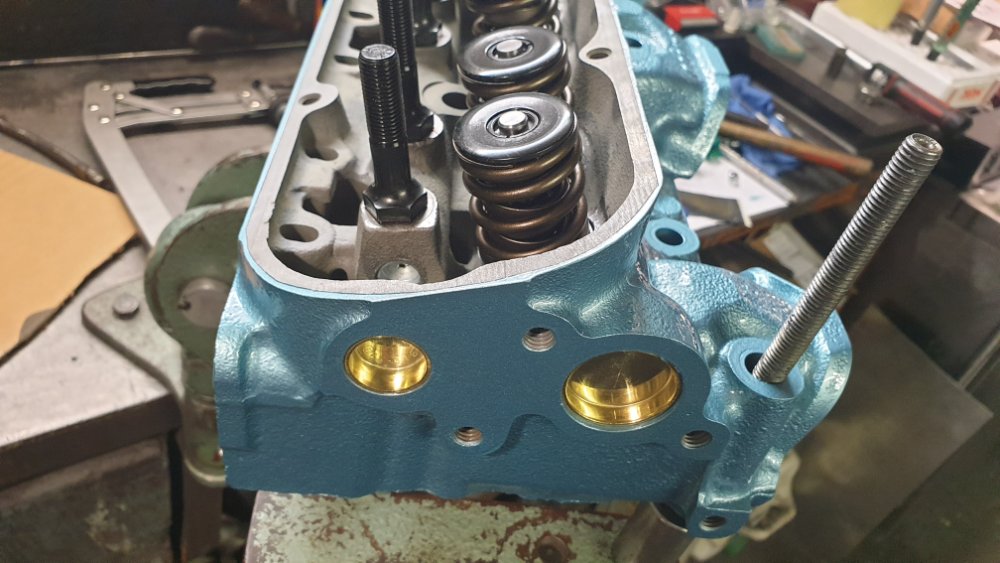
Les travaux ont bien avancé sur les culasses.
Toutes les pièces neuves ont été lavées et emballées afin de rester propre.
Tous les gougeons de culbuteur sont collés avec la loctite 271, afin d'être scellé définitivement.
Serrage à la clé dynamométrique au couple de 80 N-m .
Voilà pour une culasse.
Pose des joints de queue de soupapes . J'utilise une clé à pipe pour enfoncer les joints sans avoir à taper dessus. Un peu de WD40 et les joints rentrent sans trop d'effort.
Pose des rondelles d'appuis des ressorts .
Puis mise en place des soupapes et des ressorts après les avoir lubrifié.
Pose des 2 bouchons de conduit d'huile après les avoir perforé . Car à l'origine les axes de culbuteurs étaient creux et servaient de gicleurs. Sur le nouveau montage le graissage se fait par les tiges de culbuteur.
Cela permettra d'évacuer l'air contenu dans le conduit et contribuera aussi au refroidissement de la rampe.
Une pastille est également posée pour réduire le réchauffage du collecteur d'amission. La aussi un petit perçage de la pastille afin de ne pas garder de condensation prisonnière du conduit.
Puis pour finir les culasses, pose et collage des 4 pastilles extérieures en laiton .
Maintenant c'est au tour du bloc. Une modification qui améliore la lubrification du pignon de l'allumeur. Donc la c'est un perçage de 0.7 mm dans le bouchon qui servira de gicleur.
Puis mise en place dans le bloc en collant le bouchon vissé à la Loctite 518 ou équivalant.
Pose et collage des pastilles de conduite d'huile avant .
Puis quatre coups de pointeau pour garantir le maintient à la pression.
-
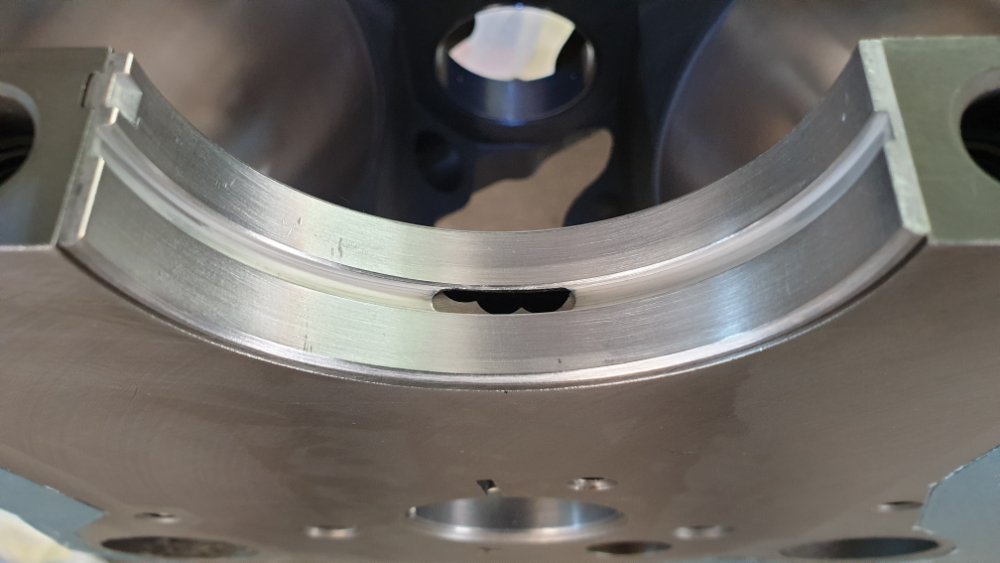
Comme d'habitudes toutes les pièces se doivent d'être inspectées. Ici c'est un copeau d'usinage qui est resté collé.
Puis là, oups les sorties d'huile ne tombent pas en face !!!!
D'origine ce n'était pas mieux.
Les perçages sont mal centrés, trop tard pour y remédier....
Donc un coup de lime et cela sera mieux. Si je m'en étais aperçu avant, j'aurais modifié le bloc. Mais ne voulant pas mettre de la limaille partout ...... L'autre coussinet ayant tenu 60 ans , alors cela ne pourra pas être pire avec un petit coup de lime.
De plus ces coussinets ont de meilleurs passages d'huile.
Voilà ce que ça donne, une fois agrandi et biseauté.
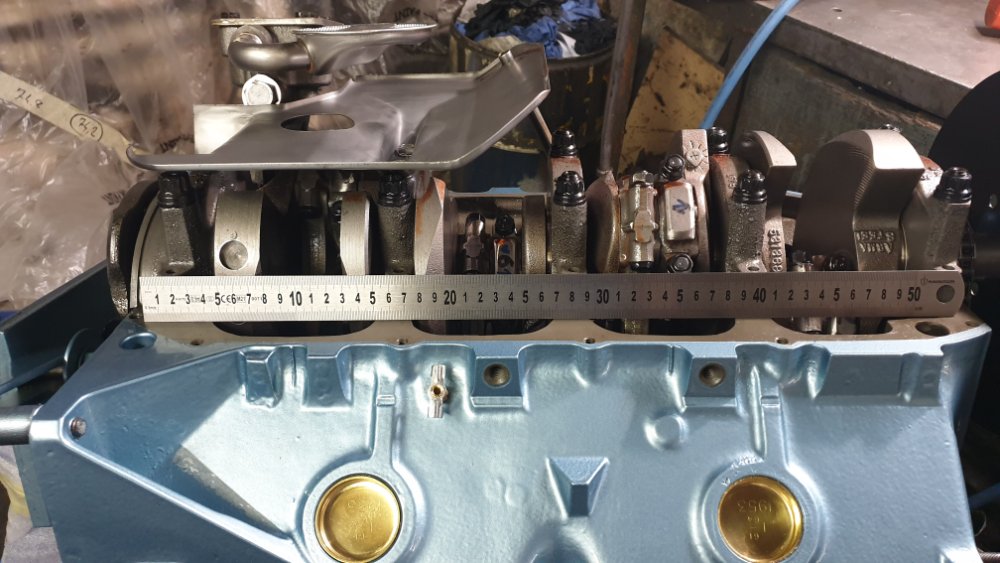
Puis polissage des paliers du vilo et nettoyage complet.
Le travail de l'équilibrage est bien visible.
Les gougeons de paliers ARP sont montés et collés à la loctite.
- exNISSAN, nono63000, americoast et 5 others
-
8
-
Le 30/04/2023 à 21:28, sebastien 01 a dit :
c'est tout neuf !
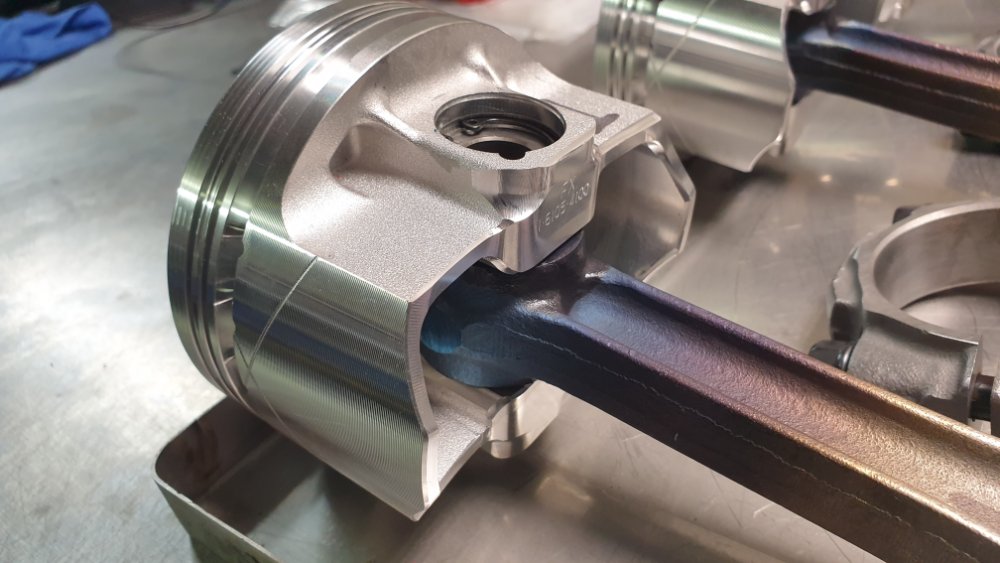
Petite question , le fait d'avoir chauffé les bielles et qu'elles aient cette couleur bleuit n'a pas fragilisé les bielles ?
Non il n'y a pas d'autre méthode pour monter les axes serrés sans rien abimer. Le bleu est une oxydation causée par une forte température maxi 350°. Rien de gênant pour de l'acier forgé.
La température a été contrôlé tout le long des opérations sans dépasser les 240° .
-
Le mise en place des axes de piston sur les bielles c'est bien passé, opération toujours délicate sur ce type de montage à chaud.
Le four qui me permet de monter les pieds de bielle à une température proche de 230°.
Mais avant, le piston est placé sur le support prévu à cet effet.
L'axe vient prendre place sur la partie verte de cet outil .
La bielle sortant du four est positionnée afin de recevoir l'axe sortant du congélateur.
Et dans les secondes suivantes, l'axe est définitivement serré .
Puis pose des clips et refroidissement à température ambiante.
-
Bas moteur
dans Moteur
Regarde ici, cela vient d'outre manche. Donc il faut y rajouter la TVA . Mais la boite est sérieuse, aucun souci pour l'import. Je travaillais avec eux avant le Brexit et rien n'a changé, sauf le fait que l'état français rajoute 20% de plus.
-
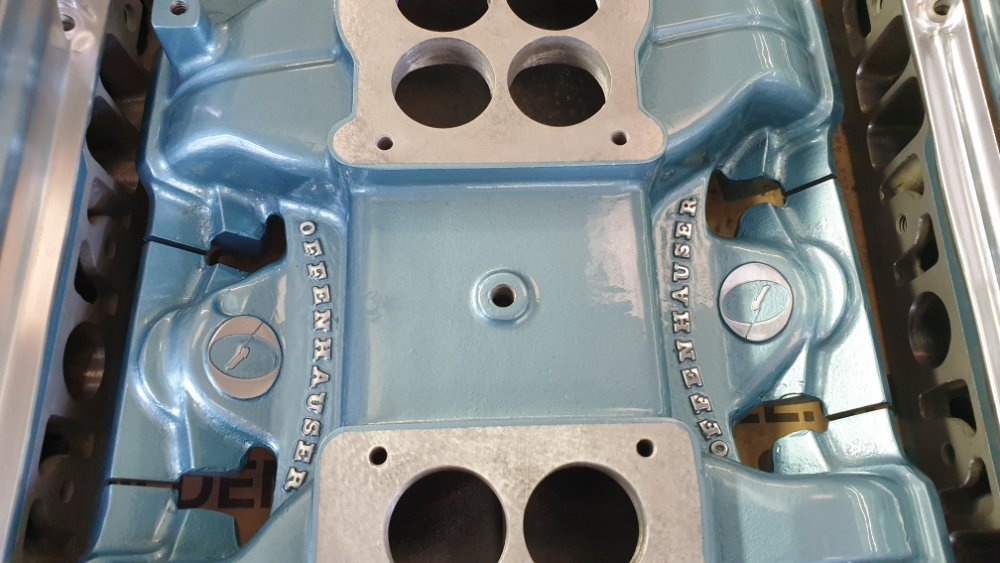
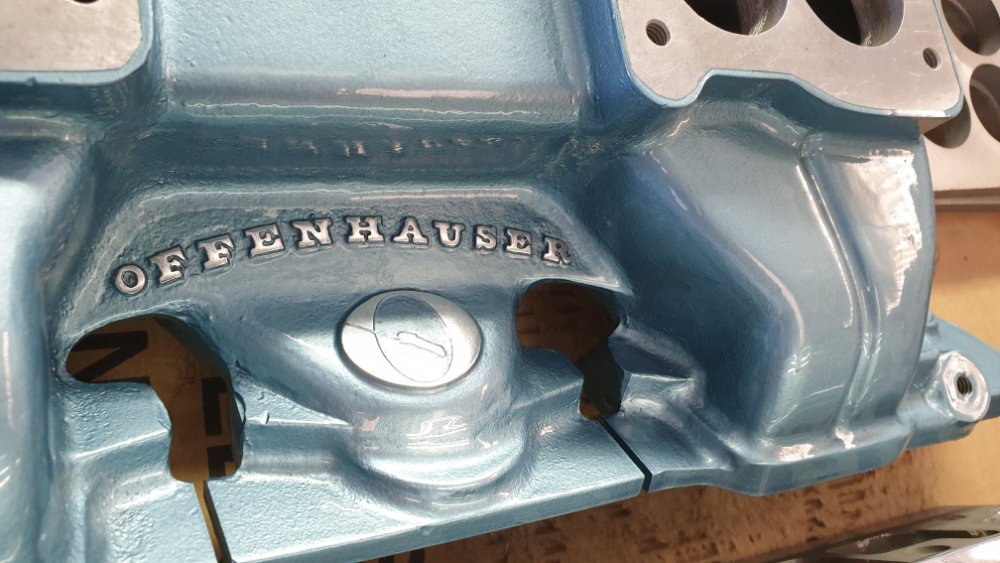
Les inscriptions sont maintenant débarrassées de la peinture.
Cela apporte une petite touche de finition sympa au collecteur.
Sur cette version on a encore le logo de chez Offenhauseur. Par la suite il a été remplacé par le logo 360°
Les lettrages des caches ont eux aussi retrouvé leur aspect.
Les caches culbuteurs sont presque terminées, il me reste les cotés à repolir.
- americoast, Gégé83, exNISSAN et 4 others
-
7
-
Il y a 22 heures, sebastien 01 a dit :
Magnifique !

Comment tu as fait pour les caches culbu , pour peindre l’intérieur sans peindre les tranches des ailettes ? tu les as scotché ?
Oui j'ai masqué les zones non peintes.
Avec une lame de cutter, utilisée à l'envers. Je fais comme un effet ciseau en venant arraser le papier au ras de l'aluminium.
Cela donne ça .
L'autre méthode consiste à tout peindre, puis à poncer les zones ou l'on veut revoir l'aluminium. C'est la méthode que j'utilise pour les lettrages.
Il y a 6 heures, americoast a dit :Magnifique !
J'adore ce combo de couleurs ! C'est un bleu pontiac ? (c'est pas pour rien si j'ai fait ma moto avec les mêmes couleurs 😄)
Oui c'est la teinte d'origine des blocs Pontiac, mais je le redis ce n'est pas la bonne couleur pour mon auto. Cette couleur est arrivée fin 1965 début 1966 suivant les sites de production.
La couleur pour 1959 n'est pas à mon gout, et ayant un moteur daté de 61 à 62. J'ai prit la décision de faire "custom période correct".
-
Mais d'un seul coup un doute m'envahit. Et effectivement après contrôle je vois que le bloc n'a pas exactement la même nuance de bleu.
Donc pour la troisième fois je remets en peinture ce bloc. Cette peinture c'est du délire....

-
Les beaux jours arrivant les journées peinture peuvent reprendre.
L'extérieur du capot est traité je vais pouvoir passer aux joints, pour le terminer.
Les culasses, le collecteur, les caches culbus....c'est ok.
Pour les caches culbuteurs et le collecteur, il reste à faire le polissage des lettrages.
Mais pour cela il faut attendre que la peinture soit bien sèche à cœur.
Je regrette d'avoir peint le collecteur en alu, mais cela devrait le faire.
- Gilles, Gégé83, sebastien 01 et 7 others
-
10
-
Le 08/04/2023 à 19:32, Gilles a dit :
Un dingue.
Je me demande ce que tu vas produire comme niveau de détail le jour où tu vas décider de restaurer une moto...
il y a plus de 30 ans je roulais tous les jours avec cette brèle qui pourrissait depuis le maquis dans un cabanon. Aprés 58000 kms je l'ai vendu pour un autre projet.
Donc la moto, c'est fait
- sebastien 01, Gilles, corvette 72 et 1 other
-
3
-
 1
1
-
Oui elle est bien usée. Toi qui accès aux machines d'usinage. Tu peux tomber 1 mm au rayon et baguer l 'ensemble.
Cela marche très bien.
-
Il y a 5 heures, Chargie a dit :
....... Mais c'est un peu plus risqué. Le paternel c'est exploser la main en polissant un cadre de pare-brise.
Oui effectivement , il ne faut pas se servir d'un touret à polir proche de choses fragiles.
Une paire de gants en cuir n'est pas de reste. Car régulièrement elles accrochent au disque et volent dans l'atelier. Raison pour laquelle il faut bien les maintenir pour que cela n'arrive pas.
De plus, par l'effet de friction elles montent en température au point de ne plus pouvoir les tenir.
Mais c'est aussi à ce moment là que le polissage devient plus facile.
-
Il y a 14 heures, sebastien 01 a dit :
....Pour le polissage tu fait avec quoi ?......
Le plus simple reste le chiffon en coton et le Belgom alu.
Pour un résultat plus rapide , un disque constitué de plusieurs couches de tissus et monté sur un touret. Fait parfaitement l'affaire si tu lui ajoutes un pain de pate à polir de couleur bleu (pour l'alu).
Bien sur tu devras décliner ce système dans toutes les versions imaginables pour répondre aux différente formes et encombrements que tu rencontreras.
Genre le disque peut devenir un rouleau de feutre au bout d'une perceuse pour accéder dans les recoins. Et puis comme nous ne sommes pas doté de doigts à section carré pour aller frotter dans les angles. Et bien il faut prendre un outil qui lui permettra d'y accéder.....
Mais le principe reste toujours le même, il faut frotter, frotter, frotter, encore et encore....
Un exemple du kit de base.
Le plus difficile sont les grandes surfaces planes. Et le plus facile les surfaces arrondies.
C'est long, salissant, décourageant...Mais le résultat fait toujours plaisir.
Donc pour ta calandre bon courage.









































































Pontiac Bonneville Coupé Sport 1959
dans Années '50
Posté(e)
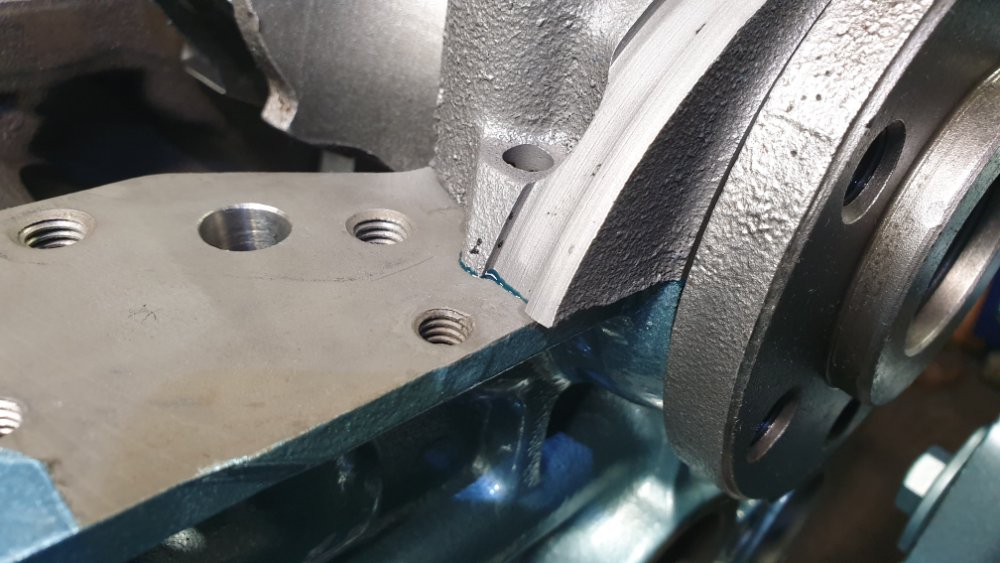
Après avoir encollé le joint du carter de distribution avec la Loctite 5910. J'ai posé le carter en me servant de l'outil maison pour centrer le carter autour du vilo.
Puis serrage en position en laissant légèrement dépasser la colle sur le haut, au niveau du raccordement.
Puis mise en place du joint spi enduit de Loctite 518.
Mise en place du joint en retournant l'outil de centrage.
Sur cette modif c'est un joint de 400 Pontiac qui a été utilisé. En version double lèvres.
Maintenant pose du dumper provisoirement, pour vérifier le repère du PMH . Donc comme prévu ce n'est pas juste.
Maintenant l'alignement me convient, cela facilitera le réglage de l'allumage.
Il est temps de monter les culasses. J'ai choisi des joints de chez Cométic en multi feuilles de métal. J'ai toujours eu une préférence pour Felpro. Mais d'origine il y a deux passages d'eau très proche d'un cylindre. Et Felpro à reproduit exactement cette erreur.
La société Butler a demandé chez Cométic de corriger cela. En contre partie ils gardent l'exclusivité sur ce joint.
Ils sont très résistant, mais ils ne sont pas parfait en étanchéité sur les surfaces grossièrement usinées.
Donc il est préconisé de mettre deux couches de pate à joint Permatex cuivre en spray.
Apres avoir parfaitement dégraissé les surfaces, pose du joint.
Voilà c'est fait, les deux culasses sont en places.
Je n'ai pas pu m'empêcher de poser à blanc le collecteur pour être sur qu'il tombe bien.
Mais j'ai un souci avec la tôle de fermeture de la vallée. Qui touche le collecteur au niveau du reniflard, donc à revoir....