CAN-AM
-
Compteur de messages
3 098 -
Inscription
-
Dernière visite
-
Jours gagnés
243
Type de contenu
Profils
Forums
Store
Tout ce qui a été posté par CAN-AM
-
Oui c'est une chemise ce n'est pas bon signe. C'est en général la dernière solution pour sauver un bloc dont un fut est mort. Parois rayées trop profondément, fissurées ou perforées !!!
-
Franchement vu où tu en ais, sachant que tu veux sortir l'arbre à came. Il te reste quoi pour être tranquille. Un jeu de coussinet, de segment , une chaine de distri et ses pignons, nettoyage des conduits d'huile du bloc, contrôle de la pompe à huile. C'est vraiment pas la mort. Et sans parler de préparation rajoute 2° d'avance à l'arbre a cames. Vu le carburant de mer.. que nous avons ici cela ne fera pas de mal.
-
Moyen c'est le mot, tu peux aller jusqu’à 0.060 . Donc tu es à la moitié, rien de dramatique . C'est d'ailleurs une des étapes pour faire un excellent 383 ci. Ce qui compte c'est l'épaisseur restante des parois de cylindre...
-
Par contre tu n'es plus en côte d'origine. Mais en 0.030 pouces de plus, en gros troisième côtes.
-
Besoin d'avis sur un morceau retrouver dans mon moteur.
CAN-AM a répondu au sujet de mathieuvogue dans Moteur
-
Besoin d'avis sur un morceau retrouver dans mon moteur.
CAN-AM a répondu au sujet de mathieuvogue dans Moteur
Surveille la boite aux lettres, colis parti -
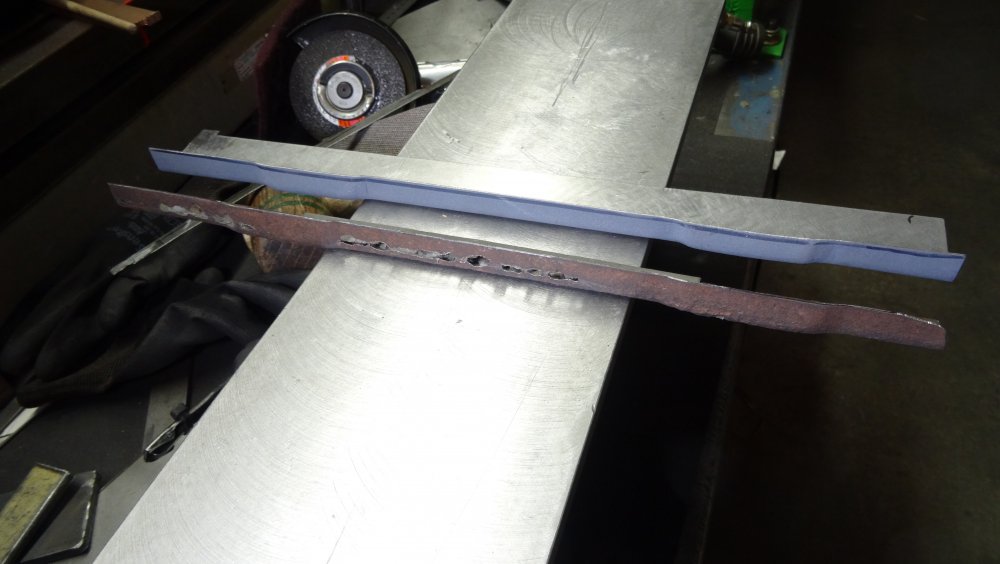
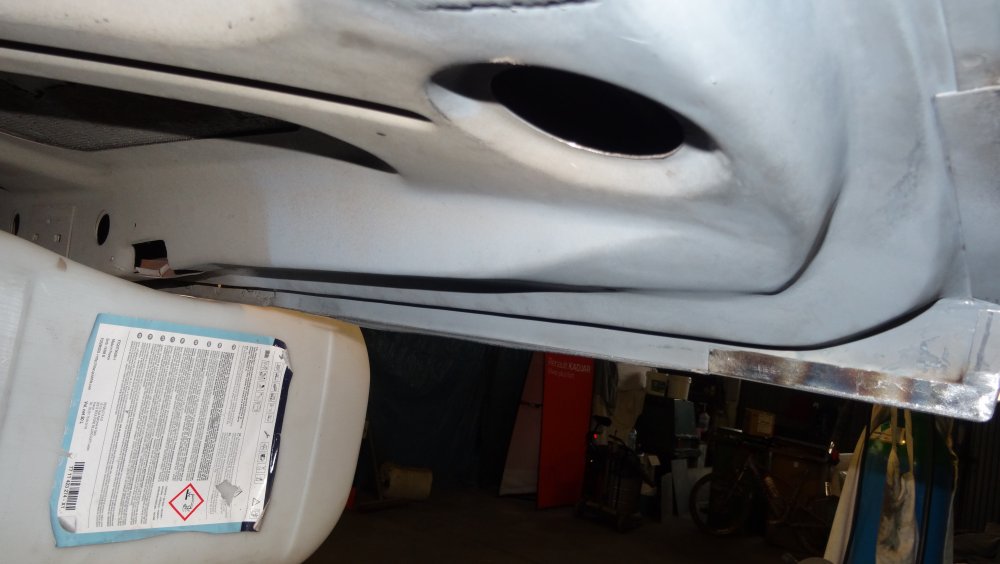
Merci. J’ai employé la même méthode que celle postée le 17 mars. Trois petites découpes, enfoncement au burin plat et au marteau. Puis je referme l’ouverture avec une petite pièce métallique et soudure. La réalisation de cette pièce à l’établi, est nettement plus pratique à faire. Et de ce fait le résultat s’en ressent. J’avance par section pour ne pas démolir l’ensemble de la doublure et du bandeau. Car il n’est absolument pas plat (bombé dans les 3 dimensions), donc je ne me sens pas de le reproduire d’une seule pièce. Et d’arriver à conserver les bonnes courbes sur une aussi grande longueur.
-
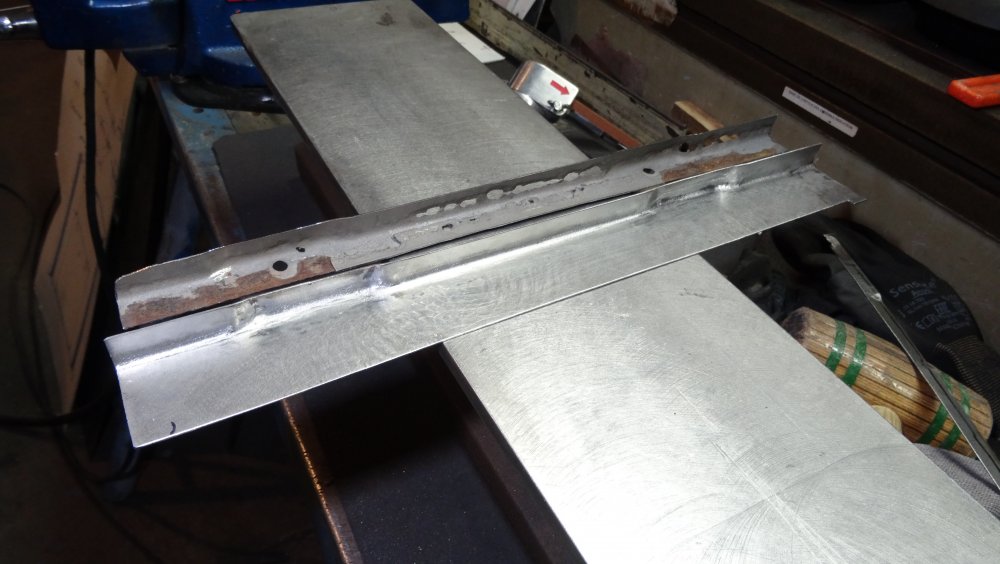
Finalement je n'ai pas pu attendre . Cette arrête me prenait la tête. Donc j'ai tronçonné le bandeau et réaligné l'arrête en ressoudant l'ensemble après avoir amplifié la courbe pour anticiper la rétreinte. Résultat.... c'est mieux. Dépose du couvercle de malle, retour sur le plan de travail, j'attaque la suite de la doublure . Découpe du la partie pourrie. traitement. Reproduction du morceau à remplacer ....la routine. Présentation pour ajustage. Une fois la doublure réparée, je pourrais continuer à remplacer le bandeau.

-
Préfecture en ligne, une certaine forme d'extermination...
CAN-AM a répondu au sujet de Parkaveniste dans Carte Grise
3 mois et demi et........... j'ai enfin ma carte grise provisoire . C'est bien la première fois que je suis content d'avoir payé une carte grise. J'ai bien cru que je ne l'aurais jamais. ( Carte grise pour un véhicule non roulant sans CT , d'avant 1960 ,en collection, avec date de mise en service commençant par 00/00....et acheté en 2012) -
Il y a un net progrès entre tes premiers patch et ceux que tu fais actuellement Tu verras la cisaille te permettra aussi de gagner du temps pour dégrossir tes patchs, tout en étant très précis.
-
Besoin d'avis sur un morceau retrouver dans mon moteur.
CAN-AM a répondu au sujet de mathieuvogue dans Moteur
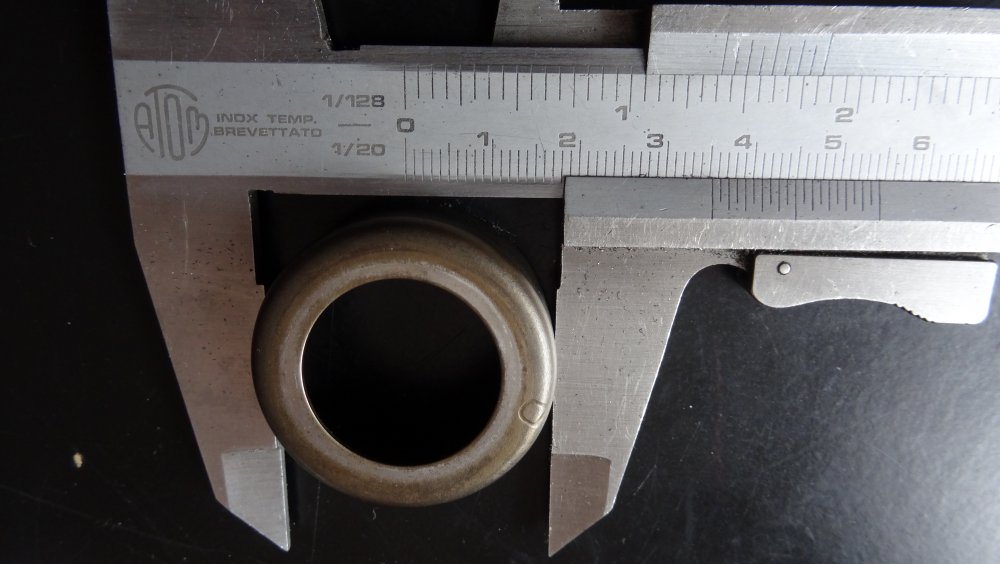
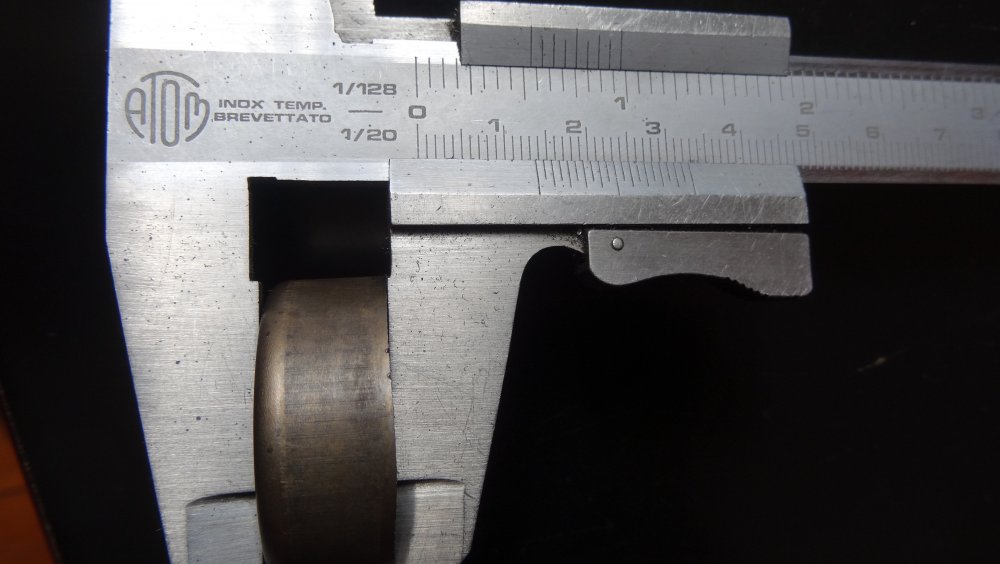
Bon j'ai trouvé cela au fond de la caverne. Regarde si c'est les bon.. Si c'est OK pour toi, envois moi ton adresse postale par MP.
-
Besoin d'avis sur un morceau retrouver dans mon moteur.
CAN-AM a répondu au sujet de mathieuvogue dans Moteur
Ok j'irais voir ça jeudi à l'atelier. Je te tiens au courant. -
Besoin d'avis sur un morceau retrouver dans mon moteur.
CAN-AM a répondu au sujet de mathieuvogue dans Moteur
Par contre si cela t’intéresse, je pense que je dois en avoir de côté... Si c'est le cas je te les donne, le port sera à ta charge. -
Petite avancée et grosse prise de tête. J'ai rabattu le premier morceau et arrondi l'angle, là pas de souci particulier. Garder la bonne hauteur était le seul paramètre, sachant qu'il faut conserver une légère courbe à cette malle. La mise en place du deuxième patch ne présentait aucun souci, mais encore une fois la soudure déforme les arrêtes de ce couvercle de malle. Cet effet de vague n'y était pas avant. J'ai essayé de taper, de contraindre tout ça, mais cela ce complique.....( sur la photos cela semble bien, mais ce n'est pas réellement le cas) Je n'ai pas encore mit aux dimensions la partie à rabattre et pas rabattu ce morceau. Je pensais pouvoir me servir de ceci pour ratraper les déformations. Mais en fait le bandeau est trop large et cela n'a aucune influence J'y reviendrais par la suite . Pour l'instant je vais aller jusqu'au centre du bandeau de cette manière.
-
Une fois de plus merci Phil, cela va me servir dans 3 semaines. Pour une auto qui sort de restauration et dont le proprio est membre de ce forum.
-
Bonjour à tous, Si quelqu'un a les donnés de réglage de train avant et arrière pour une Chevrolet Corvette de 1972. Je suis preneur, merci d'avance.
-
Ce que je veux dire, c'est quand 60 ans, elles ont souvent connu divers carrossiers et parfois sans scrupule voués au Sintofer. Un oeil averti et nécessaire lors de l'achat de ces vieilles autos. A état équivalant ,une Chevrolet 1955 est très facile à refaire. Mais pour une Buick ou une Pontiac de la même année c'est un cauchemar financier et pourtant elles partagent la même cellule.
-
Ça c'est une autre idée reçu sur les américaines. L'acier n'était pas de super qualité, les tôles sont souvent superposées sans aucune protection, pas de peinture, pas d'apprêt entre les tôles et les corps creux......Résultat la corrosion était présente dès la première pluie et bien installée après le premier hiver. L'épaisseur retardait seulement la perforation. Mais certain des longerons en 1.5 à 2 mm d'épaisseur arrive même à disparaître (certes 60 ans après) Mais rien d'irrattrapable et ça se voit très bien à l’œil nu sur ce forum......
-
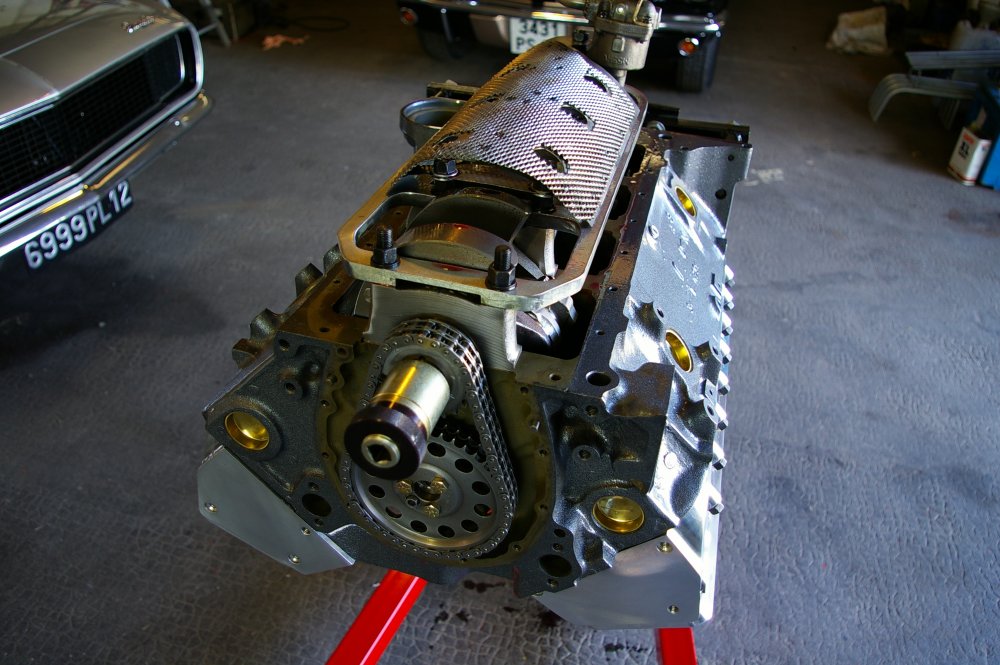
Oui c'était un deux boulons. Je suis un adepte du 3970010, mais depuis c'est uniquement en 4 boulons et 2% de nickel. J'ai voulu convertir un deux boulons en 4 avec fixations extérieures inclinées. Et réusinage de la ligne d'arbre en descendant dans le bloc . Comme pour CUDA aucun usineur autour de chez moi a voulu s'y risquer. Alors qu'aux US c'est très courant !!! Un quatre boulons d'origine avec seulement de la visserie ARP résiste incroyablement bien.
-
Tu as parfaitement raison, ce sont des transformations qui ne sont pas plug and play . Si tu regarde bien la plaque sur les photos du dessus tu verras que proche de la pompe à huile l'acier est plus lisse . Pour la simple raison que j'ai modifié cette partie . Ne pas oublier la jauge à huile car une fois tout en place on s'aperçoit que la jauge ne rentre plus ( Vécu). Donc conseil ,montage à blanc avec pâte à modelé pour vérifier les espaces restant. Quand à la grille elle est faite maison, en s'inspirant d'un modèle connu . Car le tarif était complètement délirant, pour de la tôle et du grillage déployé. Par mauvaise expérience sur 350 ci fonderie 3970010 à 1% de nickel, j'ai le palier central qui c'est ouvert après une prépa modérée. Depuis je ne prend plus à la légère le renforcement des paliers .( Visserie et plus...) Car le bloc et le vilebrequin ont fini à la benne. Rien n'était récupérable.
-
J'ai déjà pratiqué cette motif sur du Chevrolet , mais c’était la plaque de renfort qui était diminuée . Et surtout pas les paliers, qui sont déjà assez fragile comme çà. Je suis d'accord avec tes rectifieurs qui te déconseillent de toucher aux paliers. Dans mon cas des gougeons Milodon ont été utilisé. Car je voulais aussi pourvoir pauser la grille anti-remonté d'huile. J'avais même retouché la plaque pour que les bielles puissent passer . Car c’était un 350 stroker en 388 ci.
-
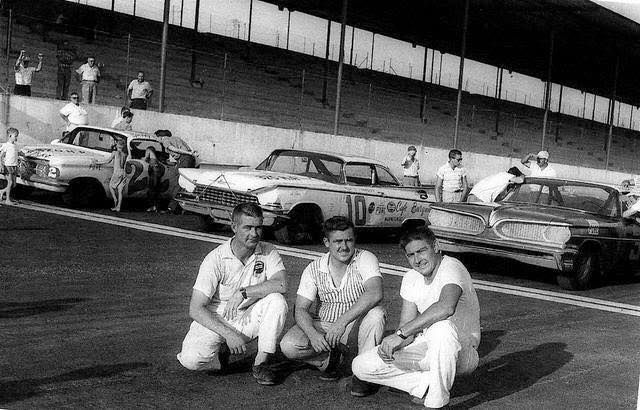
Disons qu'il est assez rare apprécier un V8 US pour le son de ces carbus . D'habitude c'est le son des échappements qui est privilégié . Mais le tri-power émet un ronflement très sympa quand la dépression ouvre le double corps avant et arrière. Cela ne se produit qu'en charge avec un régime moteur moyennement élevé.
-
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
Pour moi cela veut dire qu'un mécano ou autre à déposé les coussinets de bielles. Mais de là a dire que le moteur a été refait c'est une autre paire de manches. Pour le savoir à moindre frais, il faudrait déposer un jeu de coussinets de bielle et un jeu de palier pour lire les marquages ( Std, 0.010....clevite, king, fm) Puis mesurer le diamètre d'un cylindre, tu dois pouvoir les mesurer de par dessous. Avec ça tu pourras déterminer si il a été rectifié et alésé. -
Attention, les photos sont trompeuses. Elles mettent bien plus en valeur que la réalité. Bien sûr les formes sont exactes, mais je n’en dirais pas autant des états de surfaces. Dommage que vous ne puissiez pas passer la main sur ces zones. Cela vous permettrez de comprendre qu’il reste encore pas mal de taf en planage. (Domaine que d’ailleurs, je ne maîtrise toujours pas) Merci, merci.... C’est clair que les épisodes carrosserie patch et compagnie sont loin d’être terminés. Surtout avec celui que l’entourage attend avec impatience, le remplacement de l’arrière gauche. Mais avant j’ai besoin d’un couvercle de malle aux bonnes dimensions pour m’attaquer à cette prochaine étape
-
Retour de la malle sur la caisse pour être sur d'aligner correctement ce patch. Deux points de soudure aux extrémités. Bien sur je suis encore trop loin du bord à bord. Après avoir fait levier de par dessous, j'ai soudé étape par étape pour déformer le moins possible. Mais voilà, je n'ai pas plié correctement le patch avec un bon angle. Résultat l'arrête du bas de la malle est infecte . Au lieu d'une large courbe, il y a ce large 'V' !!! Je vais être obligé de faire une fente d'une dizaine de centimètres, pour rattraper cela. C'est fait et c'est nettement mieux. J'ai donc coupé la tôle sur l'arrête, pour enlever un triangle de matière d'environ 3 mm de large sur 110 mm de long . Puis j'ai fait en sorte de charger suffisamment la soudure pour pouvoir refaire l'arrête que j’arrondirais un peu plus par la suite. Maintenant je peux faire le premier retour avec la bonne inclinaison. Cette fois, je tiens le bon bout. Voilà c'est bon. L'arrête est bonne, la courbe aussi, maintenant cela devrait être un peu plus simple.