CAN-AM
-
Compteur de messages
3 098 -
Inscription
-
Dernière visite
-
Jours gagnés
243
Type de contenu
Profils
Forums
Store
Tout ce qui a été posté par CAN-AM
-
Par contre de mémoire, la neuve est à régler avec une petite clé alen introduite dans l'orifice de la dépression
-
Une 67 par exemple C'est mort le moteur ça ne suffit pas. Tu es bon pour tomber l'aile, le passage de roue et donc le capot parce qu'il ne tient plus. Le pare-choc parce que le support est prit dans l'aile. L'entourage de phare, la batterie est son support....j'arrête là.
-
De toutes les manières ce trou ne contribue pas aux fuites d'huile. Vu que l'étanchéité se fait sur le yoke et non pas sur l'arbre.
-
Comme tu dis et même "tarder" est un peu juste. Merci, j’essaye de faire au mieux et de vous communiquer le plus possible d’infos sur les difficultés rencontrées et les solutions employées. Même si ce ne sont pas forcément les meilleures. Elles restent à la portée d’un amateur. Je me suis fixé au mieux 6 ans pour restaurer cette voiture. (3 ans de carrosserie , 2 ans de mécanique avec châssis et 1 an de remontage avec la sellerie.) Sur les 3 ans de carrosserie j’avais tablé sur 1 an pour le soubassement de la cellule, 1 an sur le plancher de malle et l’aile , 1 an sur les baies et le pavillon.) Ta question n’est absolument pas bête, loin de là. Dans un chantier aussi long, il est préférable de se fixer des objectifs et de préférence réalisables. Sachant que les imprévus et autres galères sont souvent déterminant pour respecter ou pas ces délais. Si j’estime que la restauration a réellement commencé en septembre 2015 sur cette auto. Date à laquelle j’ai enfin pu repartir dans l’autre sens. J’entends par là le début de la reconstruction. Soit déjà 2 ans et 9 mois !!! Dans 3 mois l'objectif est mort , sachant qu'il y a le Mans Classic en juillet qui me prend plusieurs jours avant et après. Jusqu’à la fin de l’année dernière j'étais presque dans les clous. Mais 4 mois sur le couvercle de malle et un petit souci de santé l'été dernier, ça ce n’était pas prévu. Moralité l’aile ARG n’est toujours pas terminée…et le retard commence à se voir. Quand je dis qu’il est préférable de se fixer des dates de réalisation. C’est en fait plus motivant en soi. Du moins pour moi ça marche. Parfois cela oblige à ce mettre un coup de fouet pour se lever un dimanche matin où franchement là tu serais bien resté au chaud. Plutôt que d’aller te les peler dans un atelier à 3°. Dépasser les délais n’a rien de grave. Car hormis ta petite famille qui trouve que cela dure toujours trop. Personne ne te réclamera de pénalité. Mais attention, plus tu allonges cette restauration et plus les risques d’abandon pour force majeure te menacent. Cela peut être d’ordre financier, familial, professionnel, médical, problème de local, incendie, inondation……..Bref, plus vite cela est terminé mieux c’est. Car les restaurations non abouties et dont les propriétaires rêvent encore, sont nombreuses.
-
C'est même incroyable comme choix de caisse. Car même à l'époque il y avait mieux. Et que personne ne se penche sur les trois lettres de cette calandre pendant toutes ces années est encore plus fou. Pour le pont, pas de souci au sablage si tu le protèges bien. Ou alors tu le vides de tout les organes, puis Karcher à eau chaude. Et sablage complet quand il est sec. Car le sable colle à l'huile comme les morpions aux co... Bon courage pour la suite, le projet est plus que sympa.
-
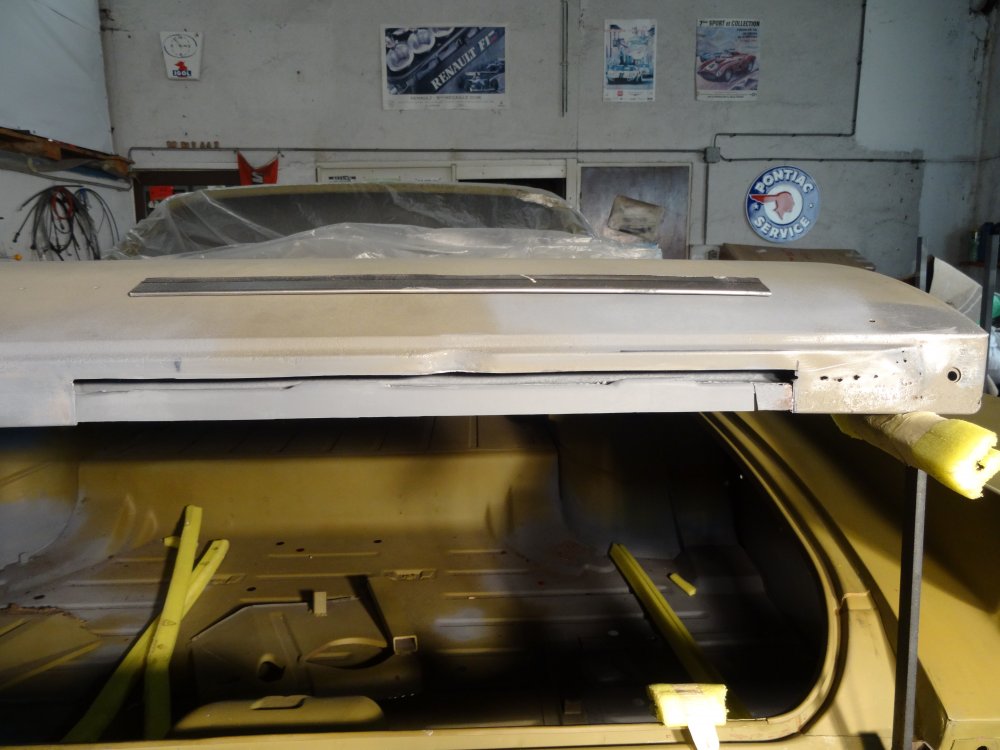
Merci No problem les voici toutes fraîches Déjà beaucoup de taf pour en arriver là. Vivement que ce morceau soit fini. La vue que je préfère, le pavillon semble avoir été rabaissé . Et cela donne des proportions délirante à cette auto. Merci , content que cela plaise . Ma patience a aussi des limites, en ce moment je n'y ai pas gout . Quatre mois que je suis sur ce couvercle de malle, il me sort par les yeux. Mais voilà je n'ai pas le choix , il faut qu'il soit en état pour pouvoir continuer ce chantier donc je me fais violence pour le terminer. Même si je fais deux trois truc en parallèle pour détendre l'atmosphère. Et oui tout ce travail disparaîtra sous la peinture , mais c'est le but. Car si l'on arrive pas à deviner quelles sont les parties réparées et si seulement elles ont été réparée. Alors j'aurais atteint mon but Car un travail de carrosserie réussi est un travail invisible qui ne laisse pas de trace. Mais il y aura toujours les dizaines de pages de ce post sur le forum de DC, qui décriront les travaux qu'a subit cette caisse. D'ailleurs après rerereredépose du couvercle de malle, voici la suite. ( en haut à droite). Réparation du dernier morceau de doublure. Pour cela enlèvement des serties. Découpe pour remplacement. Présentation de l'ébauche du patch. Une partie est en place , je ne suis pas arriver à le réaliser d'une seule pièce. Bien sur par la suite le morceau de bandeau derrière le patch sera remplacé. C'est la raison pour laquelle je le laisse tel quel. La doublure est entièrement reconstruite. Une couche de primaire. La doublure est terminée Elle a nettement meilleure allure. Deux perçage non d'origine ont été supprimés au passage. Plus que ce morceau et je suis au bout.

-
Salut, content de pouvoir te lire. Je sais ce que c'est de courir après plusieurs lièvre à la fois. Le temps n'étant pas élastique, il faut savoir faire les bon choix. Car quand on aime bricoler, les projets ne manquent pas.
-
Pas de chance , mais sur un bloc à soupapes latérales comme le tien , généralement il y a peut de surprise. Cela ressemble à un simple défaut d'étanchéité. Souvent le joint de culasse est une simple feuille de cuivre, donc il est important d'avoir de belles surfaces. Et tu peux même appliquer en plus une colle pour améliorer l'étanchéité.
-
Alors que devient cette Pontiac 53 ?
-
Cet intérieur de malle a fière allure et la corrosion n'est pas prête de revenir. bravo pour tout ce travail . Car ces derniers temps tu 'as pas chaumé.
-
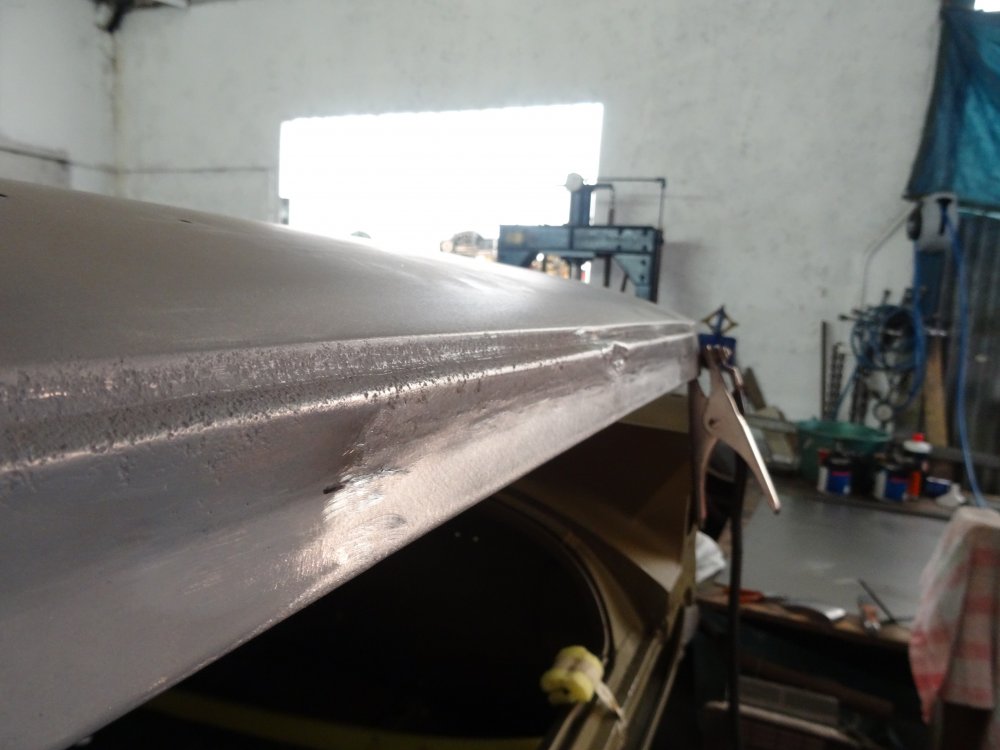
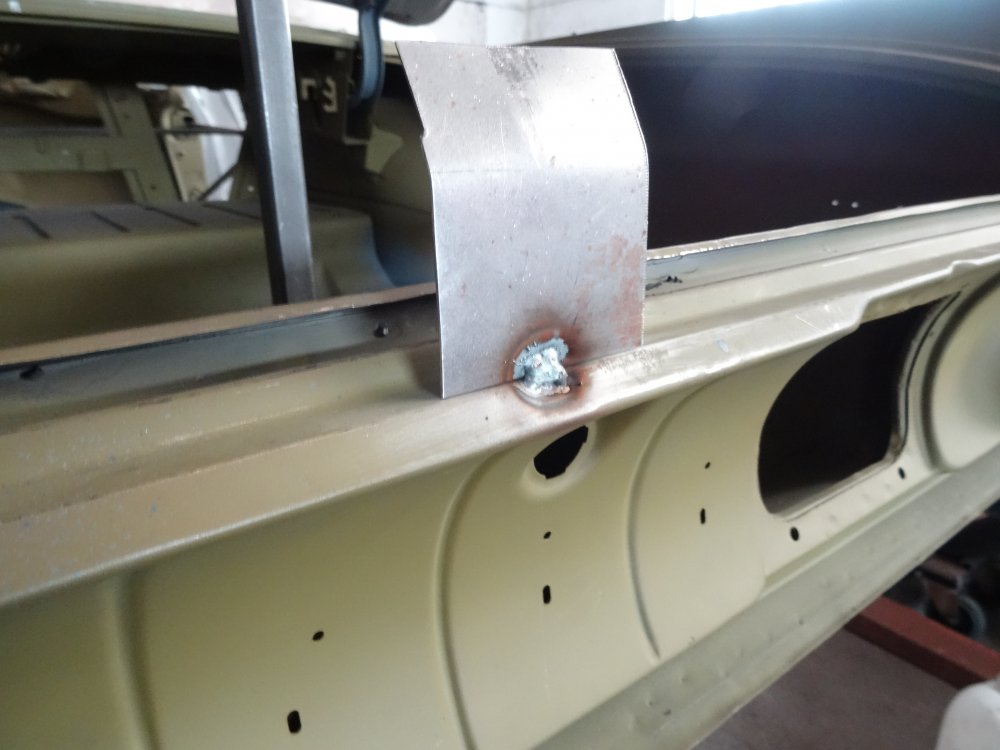
Sur le côté droit du couvercle de malle, il y avait deux trous. ( Certainement pour fixer le logo du concessionnaire )!!! Donc rebouchage à la soudure puis redressage de par dessous. L'autre trou sera fait quand j'y aurais accès, après avoir ouvert le morceau de doublure restant à remplacer. Puis comme les autres fois, le bandeau est découpé. Traitement. Mise en place et déformation... L' arrête est partie vers l'intérieur au niveau de l'empreinte d'usine. N'ayant pas accès derrière, j'emplois une méthode un peu barbare . Cela consiste à souder une plaque d'acier et à tirer dessus avec une masse à inertie. J'ai en fait vissé celle du tire clous à une pince étau. Voilà c'est fait. Maintenant c'est au tour de la jupe arrière et notamment de l'arrête se situant en dessous du couvercle de malle. Car pour l'instant c'est les montagnes russe. La tôle de dessus faisant office de logement pour le joint y passera plus tard. Voilà plus exactement à quoi cela ressemble. Même procédé que plus haut. C'est fait et c'est mieux. Un autre endroit qui en avait besoin. Cette vue me plait d'avantage. Ça ne représente pas grand travail, mais cela fait partie des finitions qui font la différence.
-
Oui une vue de profil m'aurait permis d'avoir une idée en 3D. Ceci dit, on voit bien que déjà à cette époque les ingénieurs avaient pensé à l'option double airbags à l'avant. Mais visiblement ils ne savait pas ou les placer...
-
Continu comme ça et tu vas devoir inviter tout le monde , moi je te le dis Bravo car ce n'est vraiment pas la joie d'aller souder un morceau aussi gros la dessous.
-
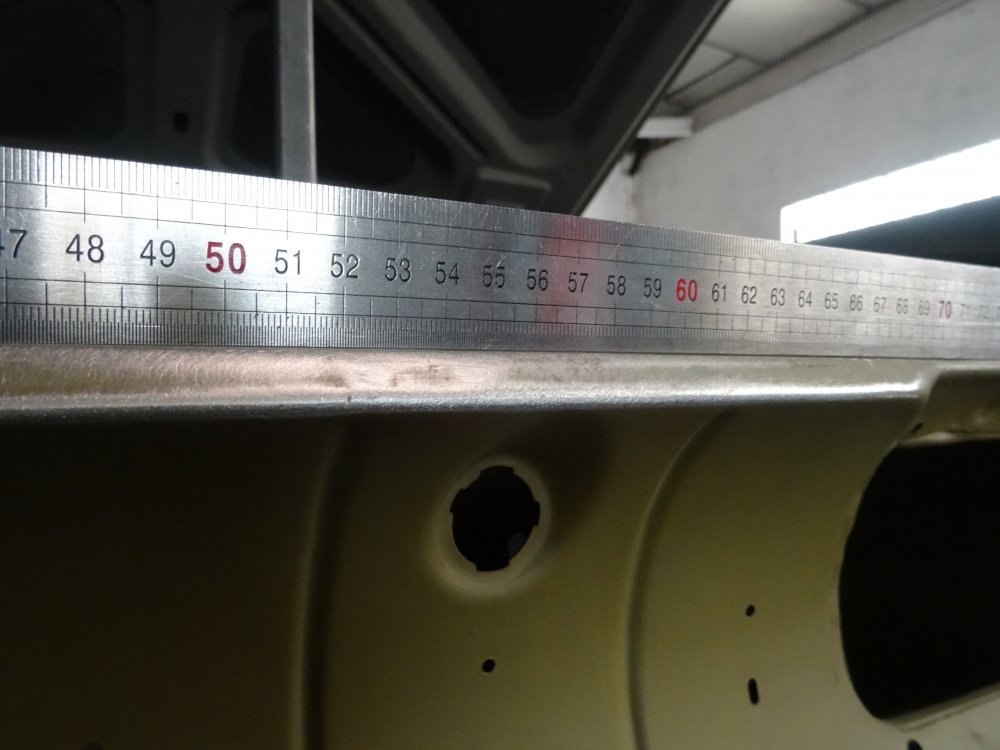
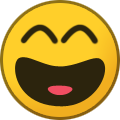
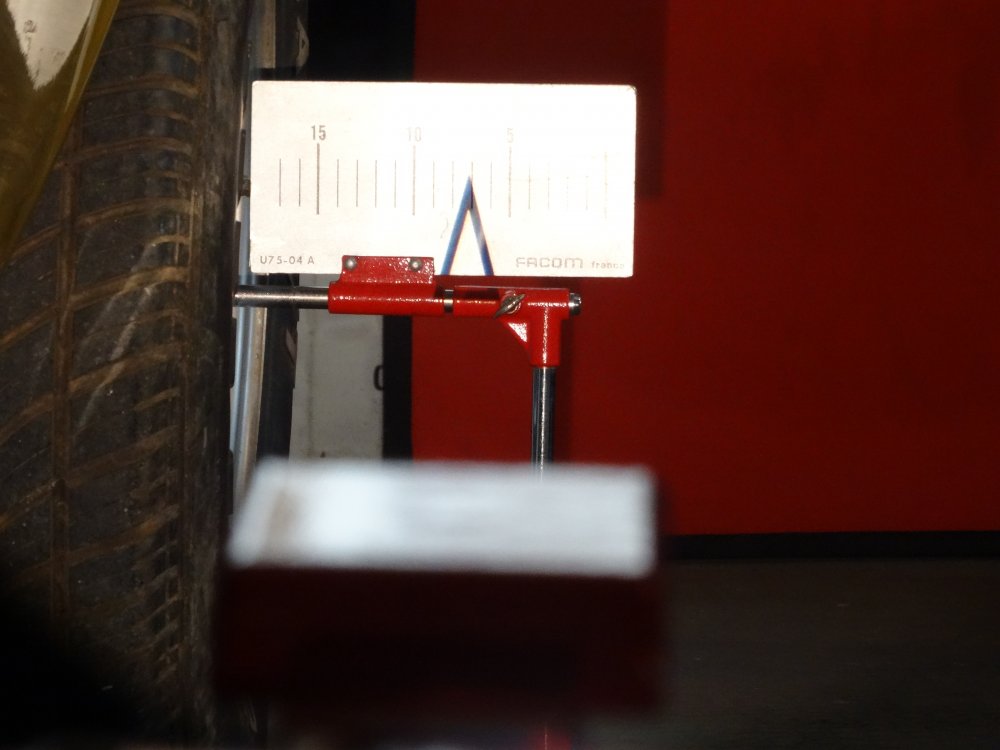
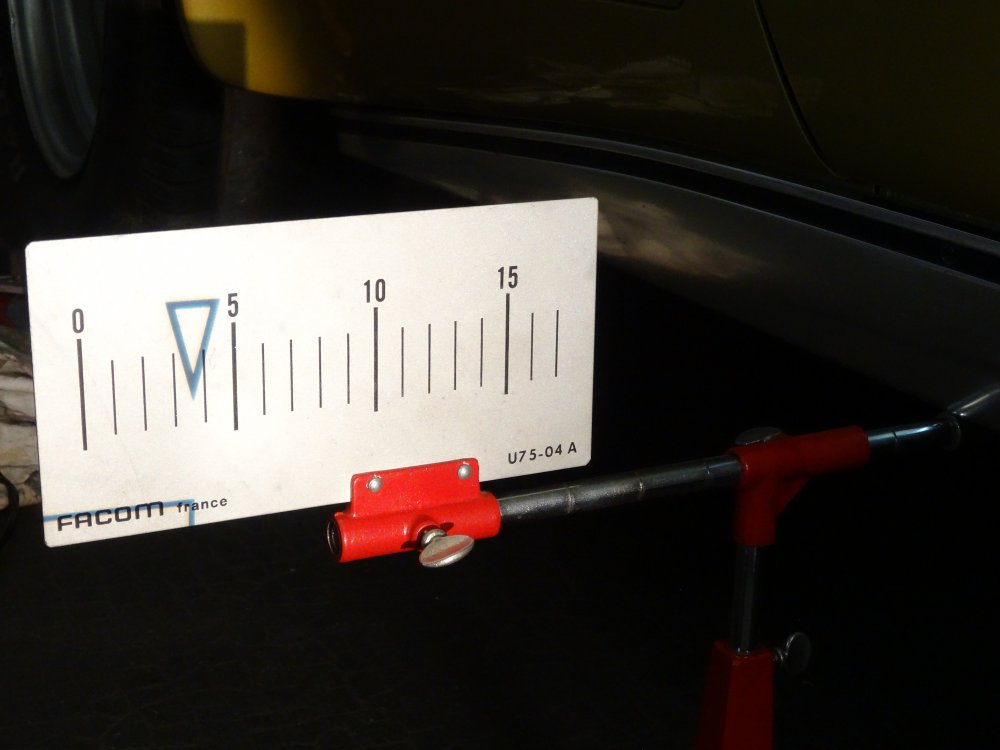
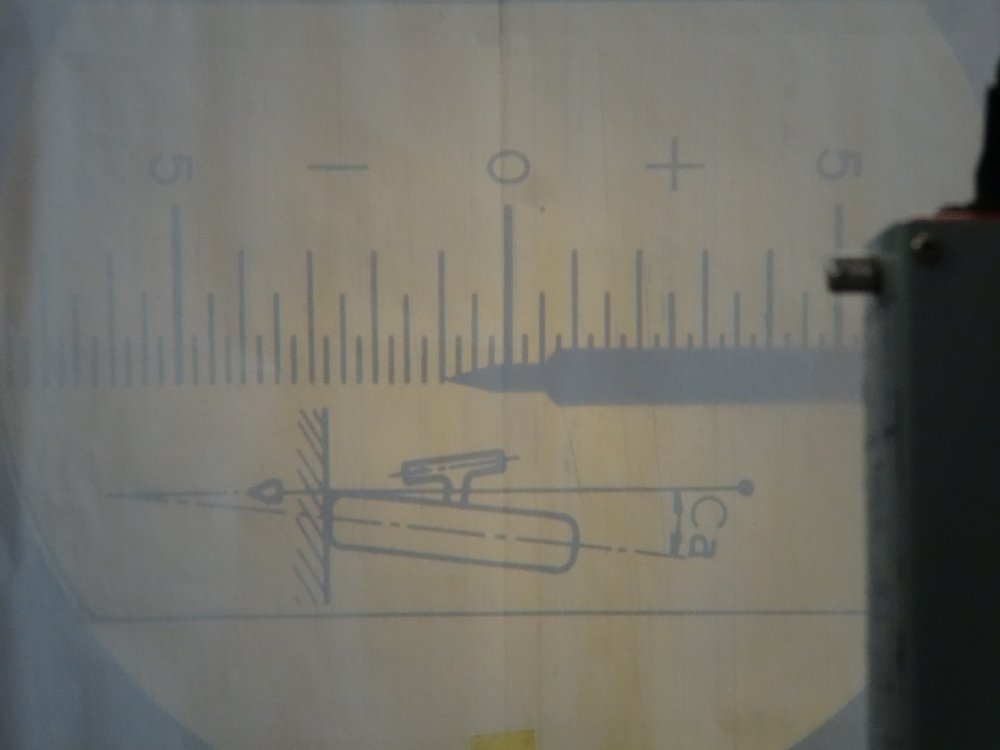
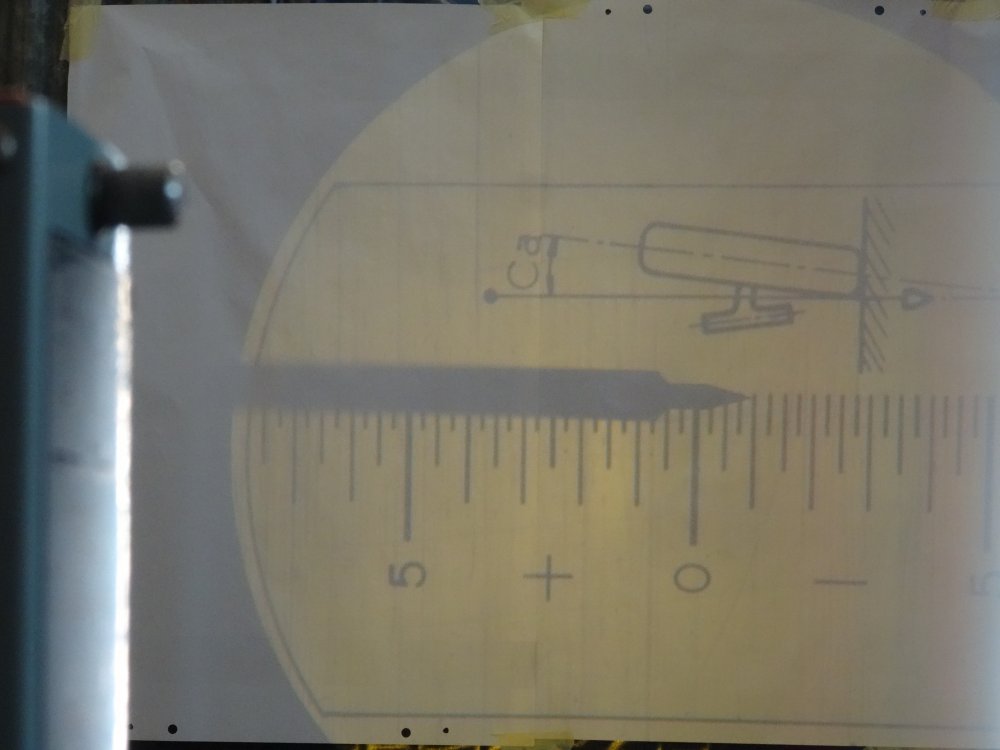
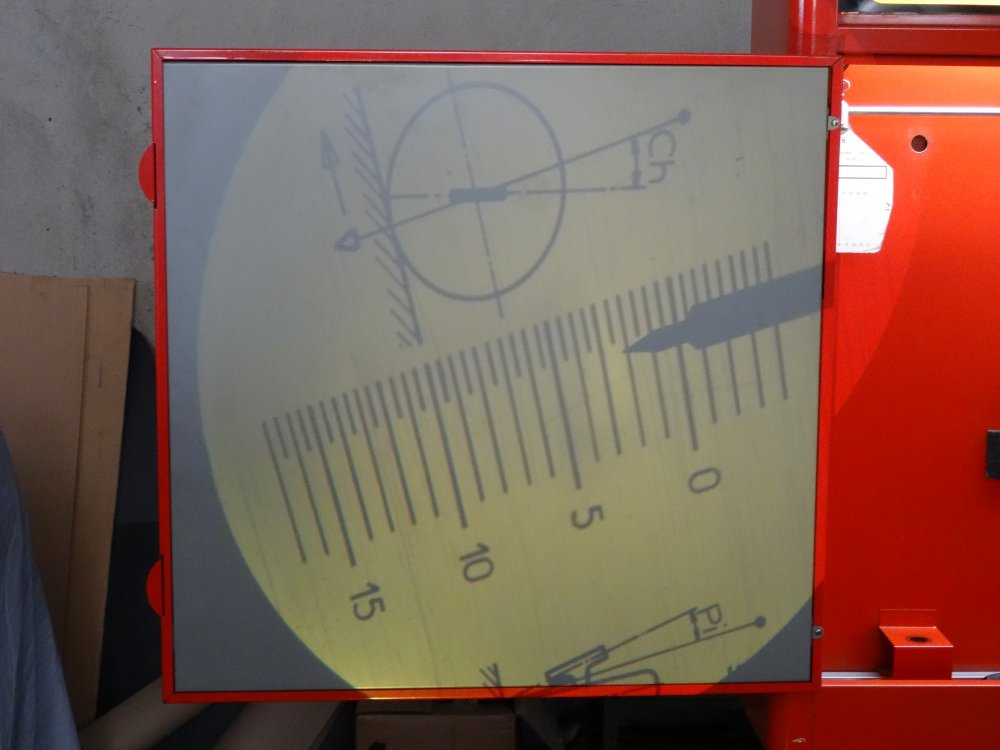
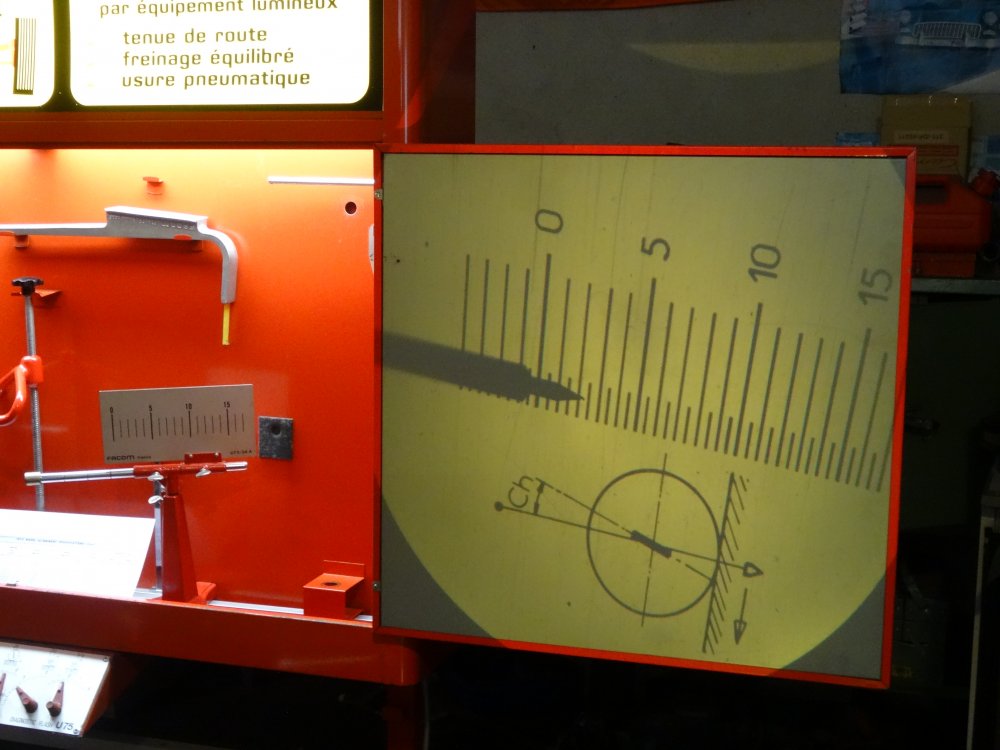
Pas de souci de ce côté là, tout est neuf. Pour le para AV , d'abord alignement avec l'arrière. Le réglage final sera de 2 mm par côté pour atteindre 4 mm au total. Au lieu des 6.35 mm préconisé. Je pense que par la suite il faudra descendre encore de 2 mm. A gauche. A droite. Contrôle du point zéro. Bien sur tout cela frein et direction bloquée. Contrôle de l'alignement du train AR. Dé-voilage AR et début des mesures. Réglage du carrossage ARG à 1°. ARD Idem c'est nickel. Para ARG à un fort 0.5 mm . Pour un total de 1 mm et un poils de plus. Idem à droite. Voilà c'est terminé, le matos et rangé pour une prochaine auto. Y a pas à dire il savait faire du beau matériel à l'époque. Pour l'anecdote j'ai sauvé ces jouets de la benne pour 100 € il y a 5 ans.
-
C'est pour cette raison que j'ai poussé le carrossage AV à -1 degré négatif comme à l'arrière. La chasse je l'ai laissé au minima, car elle est déjà importante 2°25. Par contre le paralélisme + 6 mm , va être réduit d'au moins de moitié car trop important pour nos routes et pneumatiques actuel. Vous me direz, mais alors à quoi servent les données d'origines ? Ben tout simplement de référence de départ avec zéro risque de se tromper.
-
Je vais bientôt pouvoir te le dire . Mais cela pourra pas être pire qu'avec des diagonaux. Car c'est un 350 ci 350 cv qui propulse ce truc en plastic. donc chasse 2.25 ° à gauche : Idem à droite : Carrossage -1° a gauche comme à droite . Pivots 7.5° nickel heureusement parce que ce n'est pas réglable. j'adore ce jouer avec ce vieux matos quasi aussi vieux que la voiture. La suite demain....para AV , para AR, carro AR .
-
Attention y du monde ici Même si c'est une quatre portes, elle ferait bien mon affaire ...
-
Le patch est en place . Les déformations ont été très limité. L'arrête du bandeau est donc nickel, un souci de moins. Maintenant au tour de la doublure. C'est vraiment pas beau derrière. Heureusement que le reste du bandeau partira à la poubelle. Patch en place . Le dernier morceau de doublure à refaire sera celui-ci.
-
Préfecture en ligne, une certaine forme d'extermination...
CAN-AM a répondu au sujet de Parkaveniste dans Carte Grise
Oui les dossiers disparaissent un temps du site, mais ne sont pas annulés ou perdu pour autant. Moi j'avais fait la bêtise de les supprimer pour les refaire. Cela n'a fait que retarder les choses.Même si cela n'a pas empêché que le dernier ne soit résolu qu'au bout de 4 mois et demi. Mais personne ne prend la penne de faire passer ces dossiers au dessus de la pile. Dans ma boutique nous sommes agréé SIV et cela n'est pas plus rapide sur les dossier qui sortent de l'ordinaire. -
Préfecture en ligne, une certaine forme d'extermination...
CAN-AM a répondu au sujet de Parkaveniste dans Carte Grise
Ayant payé il y a trois semaines ma nouvelle carte grise ( 37 Cv) suite à un achat, et cela sur un véhicule déjà en collection. Et bien je peux te dire que je n'ai rien payé de plus à la réception de celle-ci. -
Besoin d'avis sur un morceau retrouver dans mon moteur.
CAN-AM a répondu au sujet de mathieuvogue dans Moteur
Merci , la potion qui fait parler comme ichi et là -
Alors là, tu vas attraper une syncope. Un Flexplate tourne à vide comme une patate. Tu dois vérifier l'état de la couronne, pas de dents abîmées. Puis contrôle qu'il n'y a aucun départ de fissure au niveau des vis de fixation. C'est tout
-
Si j'ai bien comprit. Tu va devoir souder cette pièce, en te couchant sur le dos sous la plage arrière ? Là t'as pas fini de galérer Dans tout les cas, bon courage pour la suite. Surtout fait bien attention à ressouder le support de la charnière de malle parfaitement au même endroit. Sinon le réglage de la malle risque de devenir catastrophique.
-
Merci C'est aussi ce que je me dis. j'attaque bientôt la troisième plaque de 2 m² de 10/10 ème et sachant que 3 m² de 15/10 ième y est déjà passé Surtout quand elles sont bien pourries Parfaitement d'accord, c'est la raison pour laquelle je conseille d'acheter une auto avec un moteur en vrac plutôt qu'une carrosserie douteuse. Quand on a pas les moyens d'acheter du beau. Mais bon, j'ai toujours fait le contraire....je dois être maso . La dernière fois j'en ai prit pour 10 ans , cette fois j'espère bien en prendre pour moins . Car avec tout ce (ceux) que j'ai dessoudé mon savoir faire s'améliore. Alors j'espères que les juges de Pebble Beach seront clément
-
Chaudronnier je ne sais pas. Mais en tout cas, au rythme ou j'avance j'aurais bien du mal à en vivre. Le morceau est en place, ce couvercle de malle commence à faire moins peur La doublure retrouve peu à peu sa résistance. Avant: Après: Comme on peut le voir sur le bas de la photos. La suite est moins abîmée, mais nécessite quand même d'être remplacer. Mais avant, retour sur la caisse pour la réparation du bandeau. Avec une vue de l'intérieur de la doublure. Chaque fois que c'est possible, je passe un coup de primaire phosphatant pour traiter ces zones inaccessible par la suite. Le patch est fini. Il est constitué de deux plis, un pour le serti intérieur et le deuxième pour la forme incurvée qui parcours le centre du bandeau sur sa longueur .