CAN-AM
-
Compteur de messages
3 163 -
Inscription
-
Dernière visite
-
Jours gagnés
268
Type de contenu
Profils
Forums
Store
Tout ce qui a été posté par CAN-AM
-
C'est un bel objet entièrement en alu, produit à partir de 1946 , mais sans valeur. Je l'ai acheté 12 euros avec son étui et mode d'emplois sur le bon coin il y a 4 ans. A ma connaissance il n'y a pas de relation entre Pontiac automobile et Pontiac appareil photos. C'est une marque française (Pontiac Paris). Pourtant il y a un détail qui a attiré ma curiosité et qui m'a fait choisir ce modèle pour mettre dans la boite à gants de la Bonneville. J'ai ce logo sur les ailes avant de la 59 , ainsi que sur la façade de la radio et je ne comprend pas ce qu'il représente réellement . Mais il y a ces petites encoches similaires à celle de l'appareil photo. Je m'étais dit que sur les meetings ce serait sympa d'utiliser ce type d'appareil avec a l’intérieur la technologie d'aujourd'hui.

-
Tu crois pas si bien dire......en fait j'ai un 6x9 Pontiac bloc métal 45, en très bon état . Le souci est de trouver les bonnes pédicules D’ailleurs je n'avais pas l'intention de le restaurer, mais de le modifier en numérique.... je verrais çà plus tard.
-
Pas très actif sur le forum en ce moment, mais les travaux avancent sur la Bonneville. Le soubassement est entièrement apprêté. J'en suis à la préparation de l’intérieur de la malle. Cela me prend du temps car je reprends les détails que j'avais laissé de côté jusque là. Pas de photo pour l'instant, l'appareil à rendu l’âme.
-
Pour en avoir discuté avec le repreneur d'une petite société de chromage. L'investissement en matériel le plus coûteux était sa propre station de dépollution en sortie de la boutique. Plusieurs centaines de millier d'euros, afin de pouvoir rendre "potable " les eaux de rinçage rejetées dans les égouts. ( pollué à la base par des métaux lourds et autre nickel...) C'est souvent la raison pour laquelle il n'y a pas de repreneur. Sans compter que c'est un boulot très pénible quand ont fait de la restoration.
-
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
Juste pour compléter cette réponse . Toutes ces différences servent à obtenir une courbe d'avance au plus proche de celle voulu par les constructeurs ou l'utilisateur en fonction du régime, de l'ouverture de tes papillons et de la charge. -
Oui pour le tarif je ne me fais pas d'illusion, mais les quelques chromeurs avec qui j'avais eu à faire dans le passé. Sont définitivement fermé ou bien leurs bains ne dépassent pas les deux mètres..
-
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
C'est du matos pour les pro , nous avons le même en concession. Il existe une version plastique, qui est également très bonne. c'est incroyable le nombre de chose que l'ont fait avec . Vous pouvez même purger vos freins par aspiration , ou en repoussant le liquide de par les cylindres de roue dans certain cas difficile. Contrôle des membranes, des sondes de pression d'huile, des manos, les allumeurs, les actuateurs a depression sur les carburateurs..... Déboucher un gicleur lave glace, manoeuvrer un tiroir de boite auto, controller une électrovanne de suspension pilotée, les fermetures pneumatique ... -
Ok, merci . Ce n'est pas la solution que je cherche pour les pare-chocs. D'où ma question en rapport avec les dimensions . Difficile de trouver des bains de plus de deux mètres. Par contre je garde l'adresse, vu que j'ai deux trois pièces en plastic chromé qui ne sont pas belle.
-
Tu es sure que ce radiateur est correctement refait ?
-
Y a pas à dire, ça une autre gueule. Tu peux en dire plus sur la boite qui à fait le taf ? délais ? Tarif ? Et pour donner une idée, la dimension hors tous du pare-choc le plus important ?
-
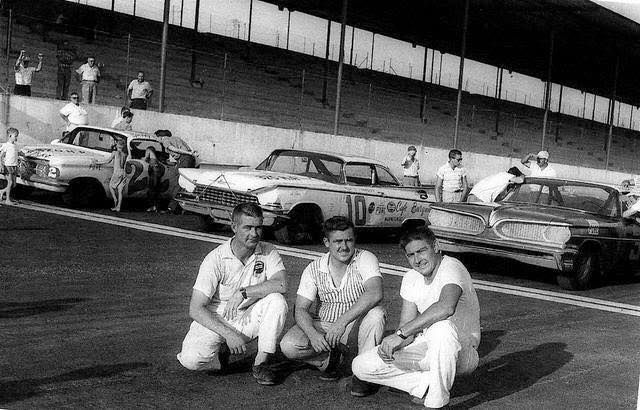
Ford Crown Victoria 1955 sur le bord de la n20
CAN-AM a répondu au sujet de EliottChoco dans Classiques
Il y a plus d'un siècle un gars à écrit ceci. Cela me semble être encore d'actualité. "Si vous optez pour l'offre la plus basse, il vous faut provisionner une somme pour les risques encourus (*). Mais si vous le faites, cela signifie que vous aviez les moyens de vous payer quelque chose de mieux" " La crainte de payer trop cher est légitime, mais il est bien pire encore de payer trop peu et tout perdre car l'objet acquis ne remplit pas les fonctions auxquelles il était destiné." John Ruskin. Economiste Anglais. 1819-1900 * une remise en état par exemple ? -
Tu peux les faire toi même . Chez GM ils sont fait dans du caoutchouc recyclé. Dans les années 50 , ils étaient taillés dans des chambres à air de camion.
-
Pas de souci, c'est du zéro, le plus fin. Dans le passé j'ai voulu faire un chassis de Delahaye avec du gros calibre. Pansant que plus c'était gros, mieux ce serait pour de la grosse ferraille. Erreur, les grains rebondissaient mais ne piquaient pas l'acier.
-
Superbe avancé et super boulot !! ça doit faire plaisir d'être a l'étape de la peinture. Merci , je n'ai pas détaillé les petits travaux de préparation car c'est sans intérêt. La peinture ce n'est pas pour demain Car tu verras pas la suite le taf de ponçage va me prendre énormément de temps. Vu que je ne blacksonne jamais mes dessous de caisse . Ils sont peint comme une carrosserie extérieure en préparant bien les fonds contre la corrosion avec des produits résistants. Sur la Bonneville le dessous et la cloison pare feux seront peint en bleu métal comme le reste de la caisse.
-
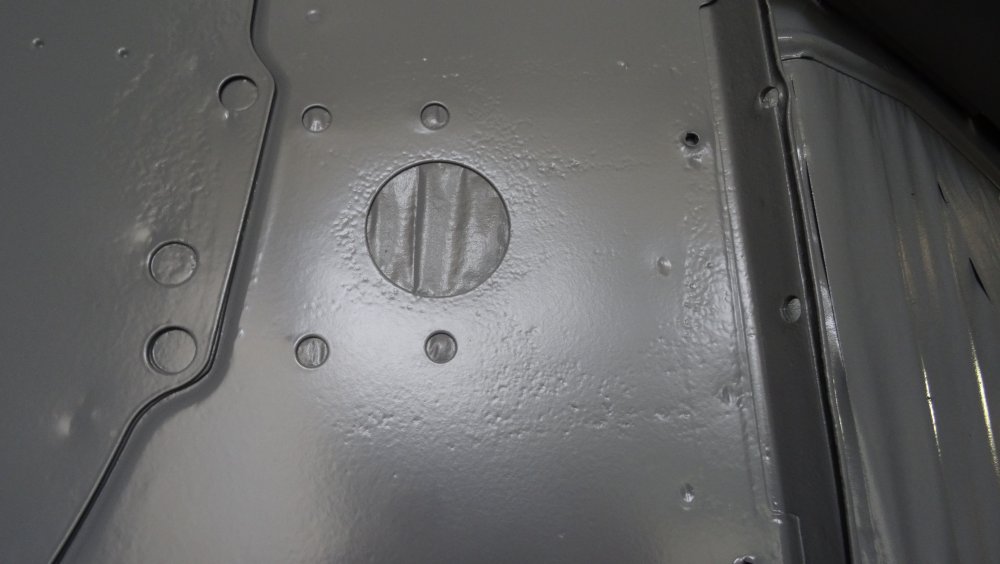
Reprise des travaux sur la caisse. Le but étant d’apprêter le soubassement et l’intérieur afin de pouvoir poser les joints des raccordements des tôles. Mais avant cela je procède à de petit redressage et quelques reprises de soudure. Je procède par section car il m’est impossible d’apprêter en une seule fois. C’est un produit qui sèche rapidement est donc les vapeurs se déposeraient sous forme de poudre sur les surfaces non apprêtées. Pour faire l’ensemble en une fois, il faudrait que mon mélange soit fait avec le durcisseur « lent » et une dilution supérieure. Mais je ne pourrais plus charger en épaisseur. Les produits employés sont de marque Ixell. (équivalent de Dupond ou PPG). Univia C1-C6 pour l’apprêt. HS2 standard pour le durcisseur. Fortia pour le diluant. Cleaner pour le nettoyant Voilà pourquoi je suis en mode « apprêt de charge ». Cela afin de gommer les défauts de la tôle causés par la corrosion. Le sablage élimine la corrosion, mais laisse ces irrégularités qui à mon gout doivent disparaître. Comme ici autour de l'emplacement du maître-cylindre de freins Donc le fait de charger en épaisseur permet de les faire disparaître au ponçage. Si ce n’est pas le cas un mastic de finition peut être nécessaire. La baie de pare-brise est complexe et difficile à peindre correctement sans coulure. Donc j’essaye d’envoyer au mieux l’apprêt derrière les tôles. Beaucoup de recoin, cela promet un ponçage laborieux . Petite précision , avant d’appéter je ponce légèrement avec un tampon abrasif (genre éponge verte) et dégraisse l'ensemble avec nettoyant de surface avant peinture. L'éponge permet d'épouser toute les formes et donc de préparer le support . Mais ne rectifie pas la surface comme un feuille ou une cale. Normalement une impression phosphatante ne se ponce pas. Mais ici elle est posée depuis 4 ans, donc de micro rayer la surface permet d'améliorer l’accroche et de la nettoyer en même temps.
-
Ford Crown Victoria 1955 sur le bord de la n20
CAN-AM a répondu au sujet de EliottChoco dans Classiques
Bravo, car moi je suis plus proche des 10 000 que des 4000 € rien que pour la peinture et sa main d'oeuvre. Certes intérieur extérieur, plancher , compartiment moteur, châssis et trains roulants. En prévision des travaux futur sur les pièces méca et le châssis . Hier j'ai acheté 4 kilos de noir, 3 kilos de base mate, 4 litres de durcisseurs, 1 litre de diluant, 5 litres de dégraissant avant peinture et une boite de gans nitrile. Facture 710 € à rajouter au 200 € de la première couche d'apprêt époxy déjà parti sur le châssis.. -
C'est vrai il n'y pas de carrosserie sur ce lieu, cela est plutôt rassurant. D'ailleurs pour coller des plaques de galva avec de la résine , souder au cuivre de la tole , et colmater des trous avec des journaux du Puy -de -dôme. Nul besoin d'être carrossier. Quand j’affirme quelque chose, j'en prend la responsabilité et je ne suis pas dans des suppositions. Donc je peux aussi te raconter dans quelle condition cette voiture à été importé puis vendu au premier propriétaire Français. Sachant que le gars avait payé d'avance l'auto pour bloquer la vente. Et bien dans les mois qui ont suivit, afin qu'il puisse récupérer l'auto qui était soit disant en révision. Le tarif a évolué pour arriver à 50 % en plus de celui de l'engagement . Cela certainement à cause des journaux du Puy-de-dôme qui ne sont pas donnés. ( ça c'est une supposition) Et franchement quand tu vois sur cette auto la date des pièces qui sont dessus, et à quel point elles sont au bout du rouleau. Cela ne justifie pas une telle somme surtout pour l'époque. Dans le domaine de la vente automobiles tu le sais comme moi. Il est difficile de contenter tout le monde, même avec des autos neuves. Mais quand je vois les quelques autos d'amis qu'y sont sorties de là . Je m'étranglerais rien qu'en prononçant le nom de cette boutique. Cela n'enlève en rien que de temps en temps, ils ont eu vendu quelques pépites (certes à prix d'or) . Je pense notamment à quelques voitures de course ou plus simplement l'ex Riviera de leur sœur. Pour conclure, je ne connais encore personne de la génération "avant internet" qui me cite cet endroit, comme étant recommendable à un ami.
-
Ce sont des vielles histoires....., mais ironie du sort et pour exemple, le maquillage de la Bonneville était " made in Chappes".
-
Disons que CAN-AM n'a jamais eu de bon rapport avec ce lieu et surtout ces proprios pour être clair.
-
Beurk trop récent et trop fiable .....
-
Problème de perte de puissance et accélération
CAN-AM a répondu au sujet de Alexandre Kachler dans Moteur
Ordre d’allumage pas respecté ? (inversion) . -
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
La seule infos que tu as, c'est que tu vas avoir besoin de calibre supérieur à ceux d'origines. Raison pour laquelle des gicleurs ou des aiguilles usés fonctionnent parfois mieux que ceux ou celles préconisés. Donc la méthode empirique est d'augmenter ta calibration jusqu’à obtenir le meilleur compromis. Quand tu auras dépassé ce point tu reviendras en arrière pour être nickel. Mais attention, recalibrer un carbu c'est comme créer la cartographie d'une injection. Avec seulement des gicleurs de ralentie, d’émulsion, de progression, de reprise.....bref. Vu que tu n'as pas de banc d'essais moteur. Alors oui, il faut démonter et remonter une multitude de fois pour chercher progressivement Et surtout prendre des notes, car il arrive un moment de doute ou plus rien ne marche. La plus grosse erreur est de compenser en déréglant l’allumage. Là tu es au fond du trou et tu te dis que tu as besoin d'un carbu et d'un allumeur neuf pour t'en sortir...si, si . -
Leur spécialité c'est le ressort à lames. Les fabricants de lames sont plus facile à trouver. Pour le ressort boudin et les barres de torsions ou stab, c'est une autre paire de manche.
-
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
Perso non car de toutes manières les carbus il faut les recalibrer. Le carburant que nous avons n'est plus celui des années 60' et pas celui des US non plus. Certain dirons que ces mécaniques ne sont pas pointues et qu'elles avalent tout. C'est vrai aussi . Mais pour moi il est bon d'aller chercher le mieux quand ont le peu. Si tu es joueur, patient, et têtu . Il te faut ce genre de boite pour mener à bien la mission : Puis tu cherches de fonction empirique afin d'avoir le meilleur compromis . Après si l'idée te fait déjà transpirer et qu'il fonctionnait bien avant, oubli tout ce que je viens de te dire.
-
Oui le panachage de ressort cause ce genre de problème. Un ressort en bon état n'est pas forcément un ressort bien repeint Je suis d'accord avec toi, si des ingénieurs à l'époque ont trouvé ce compromit pour leur cahier des charges. Ce n'est pas nous qui feront mieux en lisant un tuto 10 minutes sur le sujet. Mais il y a des choses qui depuis ont évolué dans le bon sens. Et je sais que vu le poids et la taille du bébé cette barre est nettement sous calibrée. Surtout qu'en terme de fixation c'est du lourd. Au sujet de la re-fabrication de la barre, je n'ai pas contacté le forgeron du coin. C'est une société spécialisée dans le ressort de suspension. http://ressorts-strs.com/ et donc les traitements et le choix de la matière leur appartient. De toute manière c'est la seule qui à bien voulu me répondre au téléphone en tant que particulier pour une seule pièce. Maintenant j'attends de connaitre le tarif et les conditions. Car en occase c'est quasiment mort. Il faut sortir les deux triangles inférieurs pour déposer cette barre. Donc les courageux ne sont pas nombreux . De plus elle est présente uniquement sur ce modèle de 59 à 60. Sans compter sur le risque de la trouver dans le même état que la mienne.