CAN-AM
-
Compteur de messages
3 163 -
Inscription
-
Dernière visite
-
Jours gagnés
268
Type de contenu
Profils
Forums
Store
Tout ce qui a été posté par CAN-AM
-
Air cleaner
-
La 131 Racing est méconnue et pourtant . Pas aussi célèbre que l'Abarth, mais avec une mécanique loin d'être ridicule sous sa forme de boite à chaussure. Quand au potentiel pour du VHC , c'est une très bonne base. https://www.autoscout24.fr/offres/-d2263c76-2de0-105a-e053-e350040a535b
-
Il y a une trentaine d'années, l'un d'entre nous à fait l’acquisition d'un des six Hemi du team Chrysler France qui se trouvait dans une Cuda. Et le magicien qui s'occupait de ces blocs nous a donné ce trophée. Qui pour lui représentait plutôt l'image de la défaite. Carburation trop pauvre qui disait
-
Il est impossible d'avoir un ralenti avec de haut taux de compression et des croisements de cames de dingue. Qui comme le dit Phill , ces moteurs sont prévu que pour trouver de la puissance à haut régime. Cela rend même les départs difficile pour un néophyte. il n'y a quasiment pas de dépression dans les collecteurs à bas régime a cause des épures de cames. Donc tu cales facilement. D'ailleurs marrant que vous parliez de cette voiture. Car sur l'étagère de mon bureau, trône le piston troué du 426 hemi, qui a causé son abandon au Mans ; Le monde est vraiment petit.
-
Les jantes ce n’est pas un problème. Il suffit de les peindre à l’anti-gravillon noir mat et d’aller faire les chemins de castine avant que ce soit sec . look rats garanti Plaisanterie mise à part comment ,cette caisse est fixée au châssis ? Car au début je pensais qu'elle était sur boudin pneumatique . Mais quand je vois la position des triangles supérieur, cela laissent penser que l'auto est à sa hauteur de garde au sol maxi. C'est le cas ?
-
Oui cela prend du temps, mais en maintenant à jour régulièrement c'est moins lourd. Et si le contenu à un peu de qualité, c'est plus sympa pour les échanges. De plus je garde un fichier photos qui me permet de garder un historique. Et parfois d'établir le plan de la prochaine bataille.
-
Difficile de dire mieux...... si, il a oublié de dire que tu pouvais choisir la couleur du "cap"
-
Pour l’instant je veux finir de réparer pour ne pas leur faire peur. Par expérience je n’ai jamais regretté de mettre ce qu’il faut sur une peinture et sa préparation. La Ghia est peinte depuis 20 ans et pourtant beaucoup croient qu’elle est sortie de cabine depuis une poignée d’années. Alors oui je suis très exigent dans ce domaine. Et j’attends le meilleur d’eux même. Mais là où cela se complique, c’est que bien souvent il manque la personne du binôme indissociable. Soit un très bon peintre, soit un très bon tôlier. Et donc les carrosseries ou l’on peut trouver ces deux personnes sous le même toit ne sont pas si courantes. Rentre également en compte la marque et la gamme de la peinture utilisée. Pour exemple sur mon lieu de travail nous avons une carrosserie. Il y a deux très bons carrossiers et trois seulement bons peintres. Ce n’est pas péjoratif. D'ailleurs une cinquantaine d’autos sortent d’ici tous les mois avec un résultat très bien, mais pas excellent. Pour la simple raison que les critères d’un assureur, d’un expert, d’un client pour une auto de tous les jours n’est pas l’excellence. (Trop cher qu'ils disent) Prenez aussi le temps de regarder attentivement une voiture neuve dans un hall d’exposition et vous verrez que ni la peinture et ni la carrosserie n’est parfaite. Impuretés, manques, peau d’orange, déformations et flashs au bas des panneaux, alignements…Sont monnaies courantes. Mais c’est vendable !! Vous auriez raison de penser qu’il faut arrêter de rêver, car c’est une Pontiac Bonneville et non pas une Bugatti Royale. Quand je dis que je veux l’excellence, je ne me fait pas d’illusion. Mais ne faut-il pas demander beaucoup, pour avoir peu ? L’autre demande, mais toute aussi importante. Pour combien d’€uros ? Car c’est bien beau d’exiger, mais faut-il encore avoir les moyens d’exiger. Alors pour l’instant j’engraisse l’écureuil. En prévision de la cure d’amaigrissement que le carrossier va lui prescrire.
-
Effectivement c’est l’éternelle discussion. Oui cette auto en photos « semblait » correcte, et c’est la raison pour laquelle j’ai recherché les pièces principales 1 mois avant, fait plus de 500 kilomètres pour voir l’auto. Sur place avec un endoscope, un aimant puissant et tourné autour, dessous, dedans, pendant une bonne heure avant de m’engager. Le dicton « belle de loin, mais loin d’être belle » lui collait bien. Et son proprio en était bien conscient. Je ne suis pas carrossier, mais depuis tout gosse et encore aujourd’hui. Je côtoie des carrosseries et vois des travaux avant, pendant et après. Donc lire une carrosserie, même refaite reste dans mes cordes. Raison aussi pour laquelle, le résultat après sablage n’était pas une surprise. Il est clair que je ne fais pas cela pour gagner de l’argent, le but est d’avoir une auto mieux que neuve, qui sorte de l’ordinaire et qui me plaise. Donc pour en faire le commerce et bien il n’y a pas de secret. Soit tu sautes des étapes et tu laisses tomber les détails qui ne se voient pas (pour ne pas dire maquillé). Ou bien tu pars d’une auto en bien meilleur état. Pour la date de mise en peinture, c’est le sujet qui fâche. Si je trace un cercle de 100 kilomètres de rayon autour de mon bled. Le nombre de carrossier peintre digne du travail que j’attends se compte sur les doigts d’une main. Et deux ans d’attente à partir du jour ou la caisse est chez eux c’est le minimum syndical !!! Sachant que la caisse sortie de chez le peintre ce n'est pas fini. Je me réserve le dessous et les intérieurs. Car ils sont incapables de comprendre que je ne veux pas de vapeur sous la caisse, ou les passages de roue. Mais une peinture vernis aussi belle que dessus. Alors si fin 2021 elle sort de chez le carrossier cela tiendra du miracle.
-
Merci.Parfois c'est une vrai prise de tête avec de bonnes doses d'agacement . Alors c'est clair que cela fait du bien d'en finir avec chaque partie abîmée. Cela rapproche un peu plus du but. J'ai viré le morceau pourrie et traité au zinc pour la soudure par point. Le patch est fait, bien sur il est légèrement courbé si non se serait trop facile.

-
Ce n'est pas terrible sur un smal bloc Chevrolet. C'est bruyant et mal lubrifié. Il faudrait que l'huile arrive sous pression aux niveaux des deux axes des deux petits pignons. Au lieu de cela on perce un petit trou de moins d'un millimètre dans le bouchon de la canalisation d'huile, qui se trouve au-dessus. Ce bouchon qui a l'origine est une pastille, doit être remplacé par un bouchon six pans après avoir taraudé le conduit d'huile. Cela amène un peu plus d'huile aux pignons. Mais à haut régimes les axes chauffent et ne sont toujours pas lubrifié. Si tu veux du bon, prend un kit chaîne double rouleau de chez Cloyes avec pignon réglable. Sinon il y a mieux avec plus de travail est d'euros, c'est la conversion en courroie. Vitesse linéaire supérieure à la chaîne et meilleure précision. Mais aussi inutile sur une auto standard, car beaucoup d'entretien derrière.
-
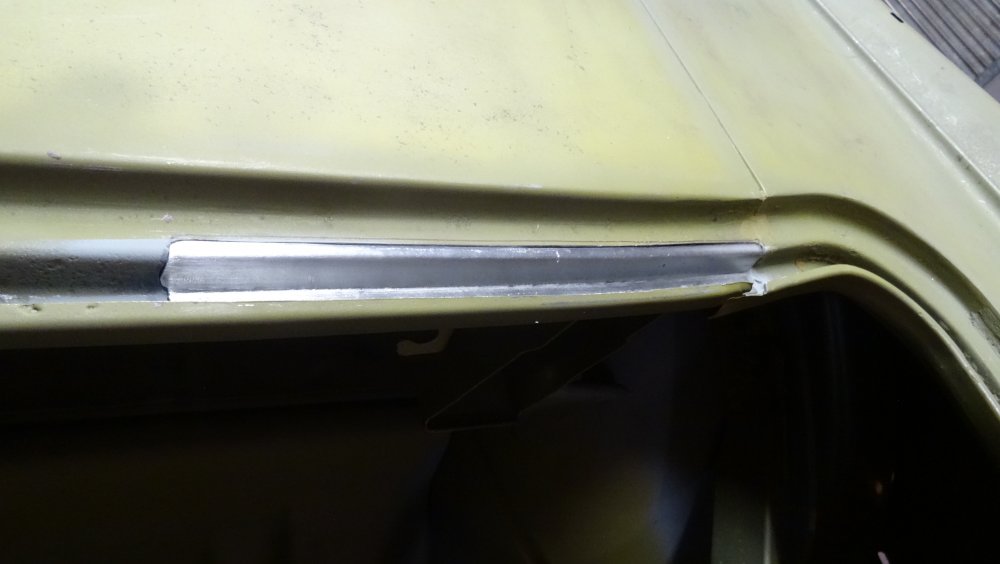
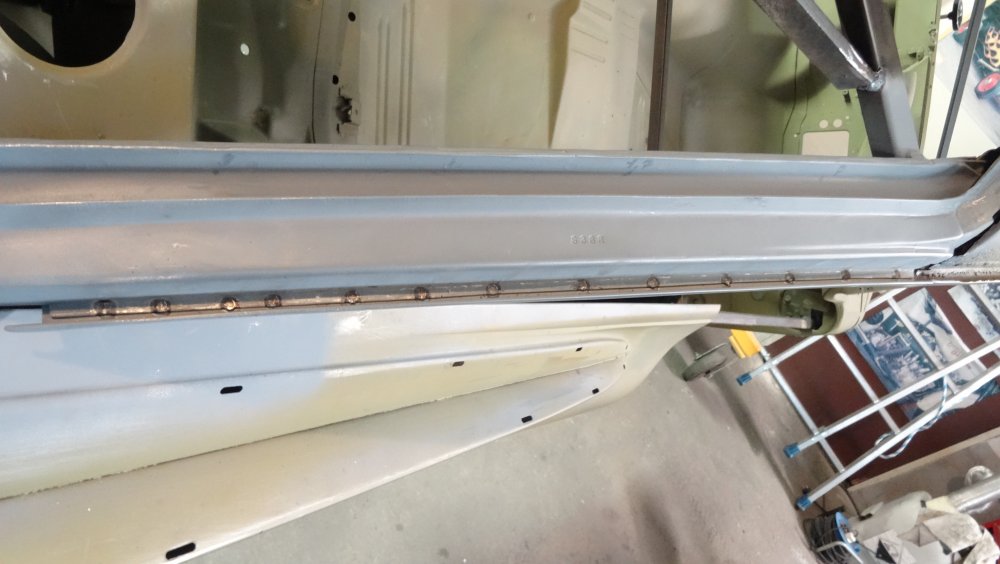
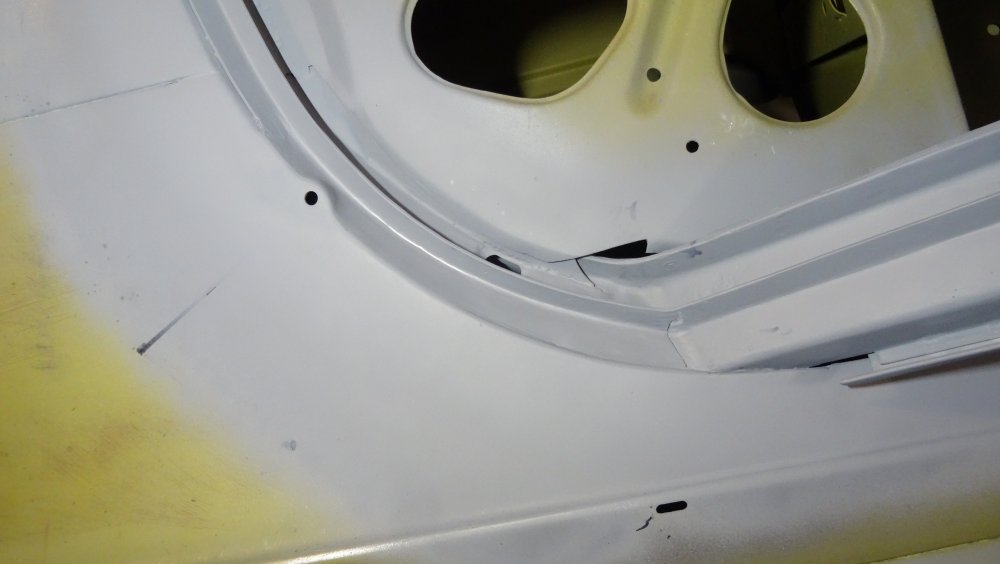
L' équerre de maintient de la lunette arrière est maintenant aux bonnes dimensions. Les perçages pour le bouchonnage sont fait. Montage maison pour bien plaquer l'équerre pendant le bouchonnage. L'ensemble est soudé, meulé, poncé ... J'ai également soudé la gouttière à la pointeuse par point. Un couche de primaire et c'est terminé.....heu presque j'ai oublié un perçage. Voilà c'est corrigé et maintenant c'est fini et nettement plus solide qu'au départ. L'intérieur de la gouttière est aussi traité, par la suite un mastic joint viendra faire l'étanchéité de cette gouttière. Un vue d'ensemble plus rassurante. La suite va se passer ici, ce morceau de plage est HS . Et la gouttière de malle est très mal positionnée d'usine. Donc à reprendre.
-
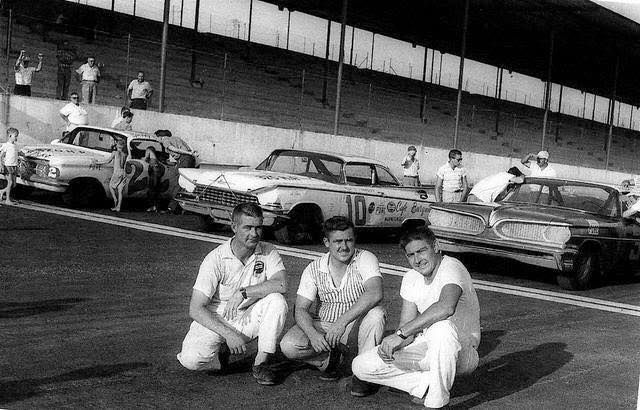
Non n'essais pas, ce type de film n'est rien d'autre que de la "propagande" comme diraient certains. Les autos étaient préparées à mort et les gars derrière le volant étaient loin d'être des tocards. Regarde la garde au sol de la voiture et dis-toi bien qu'a cette époque les pneus tailles basses n'existaient pas, même pas des 70 de hauteur. Autre fait, elle ne se vautre pas dans les virages. Alors qu'a l'époque même en course il fallait que les virages soient relevés pour les voir virer à plat .
-
A l'époque ces autos fonctionnaient très bien sans ventilo électrique . Donc il n'y a pas de raison qu'aujourd'hui elles n'y arrivent plus. De plus un ventilo posé devant le radiateur gêne encore plus le refroidissement normal. Donc monter un ventilo électrique sans sonde de déclenchement est une bêtise sans nom. Car cela oblige a avoir les yeux rivés sur la jauge de température. Et faire tourner un ventilo en permanence, en 6 volts avec une dynamo moteur au ralentie dans un bouchon. Et bien je te souhaite de ne pas caler, car tu ne repartiras pas. Mesure le débit de ta dynamo au ralentie et mesure la conso de ton ventilateur et tu comprendras Investi sur une réfection radiateur, une pompe à eau et un détartrage du bloc à l'acide phosphorique et tu n'auras pas jeté d'argent par la fenêtre.
-
Même pour une W30 il y a 30 000 de trop.
-
Pas vraiment, mais aujourd'hui cela a plutôt bien avancé. j'ai comblé le manque, soudé par bouchonnage l'arrête qui maintient la lunette arrière.. Puis plané l'entourage pour rattraper les défauts. Restera cette équerre qui sert de maintient de la lunette arrière, a soudé et a finir de mettre aux la bonnes dimensions.
-
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
Oui tu peux équiper toutes les soupapes de joints, mais sur les échappements ce n'est pas une obligation. Pour reprendre ce siège, il faudrait le remplacer par un plus grand et le réusiner . Celui que tu as actuellement a été mal centré par apport au guide de soupape. -
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
Disons que c'est du travail d'usinage fait à l'arrache, pour rester poli. -
Voilà l'ébauche de ce qui devrait refermer le bas de l'encadrement de la lunette arrière. Une fois découpé et longtemps après cela se présent mieux. Bon ce n'est pas encore ça, mais ce n'est pas loin. C'est mieux, je peu donc passer à la soudure. voilà , reste le planage et... Et ça .... coupé trop court dans une frénésie de tronçonnage. J'ai suivi un repaire fait au feutre qui n'était pas là pour cela. Donc il y aura un patch de plus car trop de temps pour refaire cette pièce.
-
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
Twentyone_forever a raison. Les soupapes calaminées en photos sont des soupapes d’admission. Ce siège d'admission n'est vraiment pas terrible, la portée n'est pas régulière.
-
Chrysler Windsor "highlander" 1949 le désassemblage
CAN-AM a répondu au sujet de roofus dans Années '40
Tu as raison cela va la rafraîchir , ....Heeuuuu tu parles bien de la couleur de l'eau ? ---------------------------------------------------------------------------------------------ici.
-
Chrysler Windsor "highlander" 1949 le désassemblage
CAN-AM a répondu au sujet de roofus dans Années '40
Çà j'aime, c'est la partie la plus facile de l'iceberg et le moment des découvertes Et la vérité vrai c'est après le sablage -
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
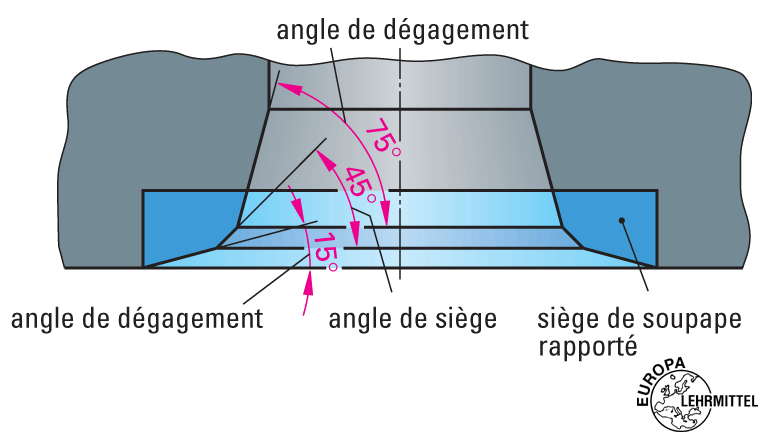
Seul l'angle de 45° sert a l'étanchéité. les autres c'est pour faciliter le passage des gaz sans décollement. -
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
Oui ce n'est pas impossible qu'elle soit équipé pour du SP. Reste à connaitre la dureté des soupapes et des sièges. Tes sièges sont usinés de façon basique . Un seul angle sur lequel se fait l'étanchéité. C'est le minimum que l'on demande à un siège de soupape . Mais si le travail est bien fait il prend en compte le flux et les turbulences de ta veine gazeuse. Et là intervient deux angles supplémentaires, ainsi que sur tes soupapes. Quand je dis "tu gagneras des chevaux" c'est sur le ton de l'humour Oui cela améliore le remplissage et permet d'aller chercher les gouttes d'eau qui font les rivières. Sur une prépa moteur se n'est pas une seule action qui permet de gagner en performance, mais toujours une multitude de petites choses. Je sais que tu ne fais pas un moteur de course. Mais je n'ai jamais su refermer un moteur sans apporter des petites modifications qui font partie d'un moteur bien conçu. La base des bases, c'est pour moi le porting et équilibrage (volumes ou masses en mouvement). Ce n'est pas vraiment de la préparation moteur. j’appellerais cela simplement de la finition. Choses qui ne sont pas faite sur de la grande série car trop onéreux. Je ne pense pas qu'un ingénieur motoriste se soit levé un matin en se disant " aujourd'hui je vais concevoir un moteur dont les conduits d’admission ne tomberont pas en face des orifices de culasse" et même mieux " J'y mettrais des joints qui dépasseront a l'intérieur". Pour savoir si c'est rattrapable sur tes culasses, il faudrait savoir si tu as suffisamment de matière. Le tarif dépend de l'usineur et c'est beaucoup plus facile d'usiner ces trois angles sur des sièges neufs et avec le même bridage ( inclinaison et centrage des guides de soupapes).
-
BUICK RIVIERA 1968 (Via American Cars and Parts)
CAN-AM a répondu au sujet de HAGUYGOU dans Années '60
Effectivement cela ressemble à de la corrosion, genre moteur arrêté avec un joint de culasse HS et piston en position haute. Ce n'est pas terrible, ni esthétique, mais sur un moteur de cette cylindrée en essence cela à peut d'importance. Encore une fois, c'est seulement si tu étais sur un bloc de compétition que tu pourrais avoir des points chaud qui te causeraient du cliquetis . Dans ton cas, même la différence de volume ne sera pas perceptible. Donc oui tu peux rouler avec. Je vois que tu as des sièges rapportés, c'est bien. Dommage qu'ils ne soient pas usinés correctement. Ils auraient pu contribuer à prendre quelques chevaux de plus.